

Industriële fabricage
CNC machine

Heidenhain M-codes (Diverse functies) voor Heidenhain TNC 640/530/410/426/430/320 Heidenhain TNC 320 Heidenhain M-codes M-code Beschrijving M0 Programma-afloop stoppen (spil STOP, koelmiddel UIT) M1 Optioneel programma STOP (Spindel STOP, Koelmiddel UIT) M2 Programma-afloop stoppen (Spindel STO

Volledige lijst met foutcodes voor NUM CNC-besturingen NUM 1000/1020/1040/1050/1060 T en G NUM 1060 CNC-besturing NUM CNC-besturingsfouten Diverse fouten en machinefouten Fout nr. Betekenis van de fout 1 Onbekend teken / as niet herkend door het systeemTe veel cijfers na een functieAanwezigheid v

Alle spindels die langer dan 4 dagen inactief zijn geweest, moeten thermisch worden gefietst voordat ze boven de 6.000 tpm worden gebruikt. Dit voorkomt mogelijke oververhitting van de spil door bezinking van smering. Dit opwarmprogramma van 20 minuten brengt de spil langzaam op snelheid en laat de
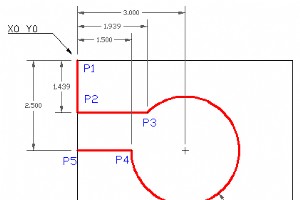
Voorbeeldcode CNC-programma met tekening om te laten zien hoe een boog kan worden gefreesd op een cnc-freesmachine.G02 Circulaire interpolatie Rechtsom met I &J wordt gebruikt voor boogbewerking. G2 circulaire interpolatie CW G2 X... Y... I... J... Parameter Beschrijving X Coördinaten van het eindp

Volledige lijst met Okuma-draaibank G- en M-codes voor cnc-machinisten die aan Okuma cnc-draaibankmachines werken. Okuma CNC-draaibank OSP-P200L Okuma draaibank G-codes G-code Beschrijving G00 Positionering G01 Lineaire interpolatie G02 Circulaire interpolatie (CW) G03 Circulaire interpolatie

Volledige Okuma Mill G- en M-codelijst voor cnc-machinisten die werken aan Okuma cnc-freesmachines. Okuma-molen OSP-P200M Okuma Mill G-codes G-code Beschrijving G00 Positionering G01 Lineaire interpolatie G02 Circulaire interpolatie – Spiraalvormig snijden (CW) G03 Circulaire interpolatie – He

Fanuc 21i Model A alarmcodes voor CNC-bedieners. Fanuc 21i Model A Alarmcodes Fanuc 21i Model A-alarmen Programmafouten (P/S-alarm) Programmafouten / Alarmen op programma en werking (P/S-alarm) 0 SCHAKEL DE STROOM UIT 1 E PARITEITSALARM 2 TV-PARITEITSALARM 3 TE VEEL CIJFERS 4 ADRES NIET GEVONDEN

Fanuc 21i alarmcodes voor CNC-bedieners. Fanuc 21iMB Fanuc 21i-alarmen Programmafouten (P/S-alarm) Programmafouten / Alarmen op programma en werking (P/S-alarm) 0 SCHAKEL DE STROOM UIT 1 E PARITEITSALARM 2 TV-PARITEITSALARM 3 TE VEEL CIJFERS 4 ADRES NIET GEVONDEN 5 GEEN GEGEVENS NA ADRES 6 ILLEG

Fanuc 16i 18i Alarmcodes voor CNC-bedieners. Deze Fanuc-alarmcode is van toepassing op de volgende Fanuc CNC-besturingen Fanuc 16i/18i Model A Fanuc 16i/18i Model B Fanuc 16iL Model A Fanuc 16iP Model A Fanuc 16iP/18iP Model B FANUC 18i-MB Fanuc 16i 18i-alarmen Programmafouten (P/S-alarm) 0 SC
Compleet cnc-programmeervoorbeeld voor machinisten die werken aan een draadvonkmachine (Electrical Discharge Machining) Introductie van CNC-draadsnijden Draadvonksnijden, ook wel elektrische ontladingsbewerking genoemd, is een proces waarbij een elektrisch aangedreven dunne draad wordt gebruikt om

Volledige lijsten van G-code voor verschillende cnc-frees-/draaimachinebesturingen. G-code van meerdere cnc-besturingen worden beschreven met artikelen en programmeervoorbeelden. G-code voor CNC-dummies CNC-machine G-codes G-codes en M-codes voor CNC-machines - CNC-frezen en -draaibank Fanuc G-c

CNC-programmavoorbeeld om Quincunx te snijden op een CNC-plasmasnijcontroller.Dit programmavoorbeeld is geprogrammeerd in G91 Incrementeel programmeren. Wat is een CNC-plasmasnijmachine Plasmasnijden Plasmasnijden is een proces dat wordt gebruikt om staal en andere metalen van verschillende diktes

Fanuc-spilalarmcodes en Fanuc-spilaandrijvingsfouten. Fanuc AC-spilaandrijving Model A06B-6052-H002 Fouten AC-spilaandrijving Alarmlijst voor A06B-6052-Hxxx Alarmlijst voor de volgende aandrijvingen: Model 1 A06B-6052-H001 Model 2 A06B-6052-H002 Model 3 A06B-6052-H003 Alarm # Led-display Inh

Inbussleutels of inbussleutels voor CNC-bedieners Een inbussleutel (ook wel inbussleutel of inbussleutel of inbussleutel genoemd) heeft een zeshoekige dwarsdoorsnede om op schroefkoppen met zeshoekige uitsparingen te passen. Paginas:1 2 3 4 5 6 7 8 9 10 11 12
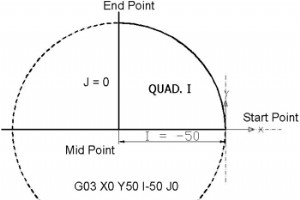
3e deel van Multi-Series-artikelen Circular Interpolation Concepts &Programming.Dit deel legt in het kort uit hoe cnc-machinisten kunnen berekenen en programmeren circulaire interpolatie G02 G03 met gebruik van I J en K . Lees andere delen van dit artikel Circulaire interpolatieconcepten en progr
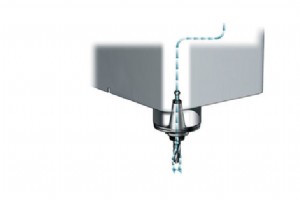
Haas M88 koelvloeistof door spil aan De M88-code wordt gebruikt om de TSC-optie (through-spindle coolant) in te schakelen, een M89 schakelt de koelvloeistof uit.Juist gereedschap, met een doorgaand gat, moet aanwezig zijn voordat het TSC-systeem wordt gebruikt. Het niet gebruiken van het juiste ger
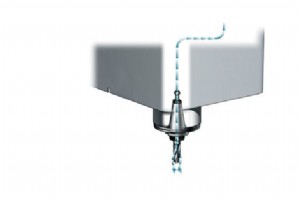
Haas M89 Koelvloeistof door spil uitgeschakeld M89 wordt gebruikt om de optie Through the Spindle Coolant (TSC) uit te schakelen. Wanneer M89 wordt aangeroepen, stopt de spil en wordt de TSC-pomp uitgeschakeld. Schakelt het spoelen in gedurende de tijd gespecificeerd in parameter 237 en schakelt ve

Haas M95 slaapstand Slaapmodus is in wezen een lange dwell (pauze). De slaapstand kan worden gebruikt wanneer de gebruiker wil dat de machine begint met opwarmen, zodat deze klaar is voor gebruik wanneer de machinist arriveert. Programmeren Het formaat van de M95-opdracht is: M95 (hh:mm) De opm
Haas M109 INTERACTIEVE GEBRUIKERSINVOER Met M109 M-code kan een G-codeprogramma een korte prompt (bericht) op het scherm plaatsen. Een macrovariabele tussen 500 en 599 moet worden gespecificeerd met een P-code. Het programma kan elk teken controleren dat kan worden ingevoerd vanaf het toetsenbord d

HAAS M34 KOELVLOEISTOFTAPPOSITIE OMLAAG M34 KOELVLOEISTOFTAP POSITIE OMLAAG, VERHOGING (+1) M34 Verhoogt de huidige spigotpositie één plaats naar beneden.Als u de spigotpositie verhoogt, gaat de spigot één plaats naar beneden vanaf de uitgangspositie. De thuispositie wordt aangeduid als nul. M3
CNC machine





