Industriële fabricage
CNC machine

NUM 1020/1040/1060M G-codes voor cnc-machinisten die werken aan een cnc-freesmachine met NUM cnc-besturingen. NUM 1020/1040/1060M G-codes G-code Beschrijving G00 Hoge snelheid lineaire interpolatie G01 Lineaire interpolatie met geprogrammeerde voedingssnelheid G02 Circulaire interpolatie met de

NUM 1020/1040/1060M cnc m-codes voor cnc-bewerkers die werken aan een cnc-freesmachine met NUM cnc-besturingen. NUM 1020/1040/1060M M-codes M-Code Beschrijving M00 Programmastop M01 Optionele tussenstop M02 Einde van het programma M03 Spindel met de klok mee draaien M04 Spilrotatie tegen de k

Okuma OSP-P300S/P300L Alarm-P lijst.Voor cnc-bewerkers die werken aan cnc-machines met Okuma cnc-besturingen. Classificatie van Okuma-alarmen Alarmen gerelateerd aan de OSP zijn geclassificeerd in vijf typen, namelijk Alarm P (zie hieronder) Alarm A Alarm B Alarm C Alarm D FOUT Hieronder vindt

Okuma OSP-P300S/P300L Alarm-A lijst.Voor cnc-bewerkers die werken aan cnc-machines met Okuma cnc-besturingen. Classificatie van Okuma-alarmen Alarmen gerelateerd aan de OSP zijn geclassificeerd in vijf typen, namelijk Alarm P Alarm A (hieronder vermeld) Alarm B Alarm C Alarm D FOUT Hieronder v

NUM 1020/1040/1060T M-codelijst voor cnc-bewerkers die werken aan cnc-draaimachines met NUM 1020/1040/1060T CNC-besturingen. NUM 1020/1040/1060M M-codes M-Code Beschrijving M00 Programmastop M01 Optionele tussenstop M02 Einde van het programma M03 Spindel met de klok mee draaien M04 Spilrotat

Bosch CC 100 M CNC-besturing G-code en M-code volledige lijst voor cnc-bewerkers die werken aan een CNC-frees met BOSCH CC 100 CNC-besturing. G-codes Bosch CC 100 M G-Code Beschrijving G0 Positionering in sneltreinvaart G1 Lineaire interpolatie met geprogrammeerde invoersnelheid G3 Circulaire i

CNC-bedieners die werken aan cnc-draai-/freesmachines met BOSCH cnc-besturingen kunnen Bosch cnc-besturingshandleidingen gratis downloaden van de Boschrexroth-website. Bosch CNC-besturingshandleidingen Handleidingen voor het volgen van Bosch-bedieningselementen zijn beschikbaar, Bosch CC 220 Bos
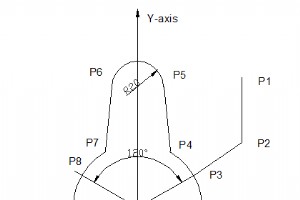
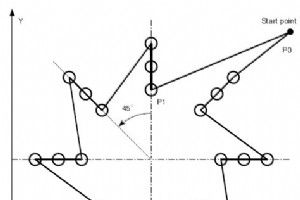
Fanuc G72.1 roterende kopie Met G72.1 Rotational Copy G-code kan een figuur gespecificeerd door een subprogramma herhaaldelijk worden geproduceerd met Rotational beweging. Programmeren G72.1 P... L... X... Y... R... Parameters Parameter Beschrijving P Subprogrammanummer L Aantal keren dat de bewer
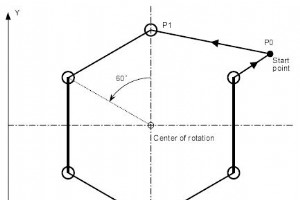
Fanuc G72.1 Draaikopieerprogrammeervoorbeeld, G72.1 G-code wordt gebruikt om herhaaldelijk een figuur met draaiende beweging te produceren. Fanuc G72.1 roterende kopie Met G72.1 Rotational Copy G-code kan een door een subprogramma gespecificeerde figuur herhaaldelijk worden geproduceerd met een rot
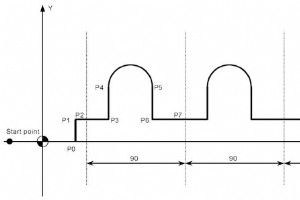
Fanuc G72.2 lineaire kopie Met G72.2 Linear Copy G-code kan een door een subprogramma gespecificeerd cijfer herhaaldelijk worden geproduceerd met Lineair beweging. Programmeren G72.2 P... L... I... J... Parameters Parameter Beschrijving P Subprogrammanummer L Aantal keren dat de bewerking wordt he
Dit CNC-programmavoorbeeld laat zien hoe zowel G72.1- als G72.2-functies voor het kopiëren van figuren elkaar kunnen aanroepen in één onderdeelprogramma. Lees de Programmeeropmerkingen hieronder zorgvuldig door. Programmeren Fanuc G72.1 roterende kopie Met behulp van G72.1 Rotational Copy G-code ka

Okuma OSP-P300S/P300L Alarm-B-lijst.Voor cnc-bewerkers die werken aan cnc-machines met Okuma cnc-besturingen. Classificatie van Okuma-alarmen Alarmen gerelateerd aan de OSP zijn geclassificeerd in vijf typen, namelijk Alarm P Alarm A Alarm B (hieronder vermeld) Alarm C Alarm D FOUT Hieronder v

Haas M00 stopprogramma De M00-code wordt gebruikt om een programma te stoppen. Haas M00 stopt de assen spindel schakelt de koelvloeistof uit (inclusief Through Spindle Coolant) Het volgende blok (blok na de M00) wordt gemarkeerd als het wordt bekeken in de programma-editor. Door op Cycle Sta

Haas M01 Optionele programmastop M01 werkt hetzelfde als M00, behalve dat de optionele stopfunctie moet zijn ingeschakeld. M-Code-gegevens Modaal/niet-modaal frees/draaibank Modaal Beide Programmeren M00 Haas M00 werkvideo Verwante instellingen 17 – Opt-out blokkeren 39 – Pieptoon bij M0
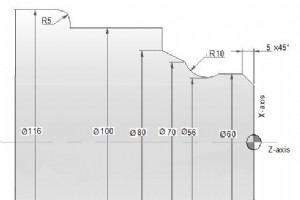
Eenvoudig te begrijpen CNC-draaicentrum/cnc-draaibank programmeervoorbeeld voor cnc-machinisten die werken aan cnc-draaicentra/cnc-draaibankmachines. Dit cnc-programmeervoorbeeld kan worden gebruikt als een cnc-leerprogrammeeroefening voor cnc-programmeurs/-machinisten op beginnersniveau. CNC draai

Doosan MX-serie M-codelijst voor cnc-machinisten/programmeurs. M-codes voor zowel de bovenste als de onderste unit worden gegeven. Doosan MX-serie CNC Deze lijst met M-codes werkt voor de volgende cnc-machines,Doosan PUMA-serie MX2000, MX2000L/T/LT/S/LS/LST MX2500, MX2500L/T/LT/S/LS/LST MX3000, MX
Doosan TT-serie M-codelijst voor cnc-machinisten/programmeurs. M-codes voor zowel de bovenste als de onderste unit worden gegeven. Doosan TT-serie CNC Deze lijst met M-codes werkt voor de volgende cnc-machines,Doosan PUMA-serie TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY Doosan TT-serie M-code

Alarmlijst voor Doosan MX-serie cnc-bewerkingscentra/cnc-draaibank. Doosan MX-serie CNC Alarmen werken voor de volgende cnc-machines,Doosan PUMA-serie MX2000, MX2000L/T/LT/S/LS/LST MX2500, MX2500L/T/LT/S/LS/LST MX3000, MX3000S Doosan MX-serie alarmlijst Alarmnr. Bericht 2001 OF DE NOODKNOP WO

Alarmlijst voor Doosan TT-serie cnc-bewerkingscentra/cnc-draaibank. Doosan TT-serie CNC Alarmen werken voor de volgende cnc-machines,Doosan PUMA-serie TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY Doosan TT-serie alarmlijst Alarm Bericht 2001 OF DE NOODKNOP WORDT INGEDRUKT OF DE ASSEN WORDEN G
Het deel van een gereedschapsoffsetwaarde dat wordt gebruikt om gereedschapsslijtage te compenseren.
CNC machine