Industriële fabricage
CNC machine

Hetzelfde als Cyclusstart. NC-start wordt gebruikt om de uitvoering van het geselecteerde programma te starten. Het wordt gebruikt om de uitvoering van NC-blokken in de MDI-buffer te initiëren. Zie de groene knop onderaan, SIEMENS SINUMERIK 808D-controller

Gebruik de juiste maat inbussleutels Gebruik altijd de juiste maat inbussleutels om een schroef te openen, anders kan de schroefkop beschadigd raken en in dat geval zult u extra tijd en moeite moeten besteden om die beschadigde kopschroef te openen.

RESET na Program Edit op Fanuc TC CNC-bedieners moeten er altijd aan denken om op de RESET-knop te drukken voordat ze op CYCLE START drukken op cnc-machines met FANUC TC cnc-besturing (bijv. Gildemeister NEF 560), voor het geval ze wijzigingen aanbrengen in hun cnc-onderdeelprogramma.

Milltronics Centurion 7 Volledige lijst van Milltronics Centurion 7 Preparatory Functions (G CODES). Milltronics Centurion 7 Preparatory Functions (G CODES) worden gebruikt als cnc-operator de Centurion 6/7 programmeert in de tekstmodus of MDI-modus. Ze worden ook gegenereerd door conversatieprogr

Milltronics G-code voor CNC-bewerkers die werken aan CNC-draaimachines met Milltronics CNC-besturingen. U kunt G-codes lezen voor de Milltronics Centurion 7 CNC-besturing Milltronics Centurion 7 G-codelijst Milltronics CNC-besturing Milltronics G-code voor draaibanken G-code Functie G00 Snelle p

Volledige Milltronics M-codelijst voor CNC-bedieners die werken aan CNC-draaibankmachines met Milltronics CNC-besturing. Milltronics M-codes voor draaibanken Milltronics M-codes voor draaibanken M-code Functie M00 Programmastop M01 Optionele stop M02 Einde van het programma M30 Einde van progr

Volledige Milltronics G-codelijst voor CNC-bedieners die werken aan een CNC-freesmachine met Milltronics CNC-besturing. Misschien vind je het leuk Milltronics G-code voor draaibanken Milltronics M-codes voor draaibanken Milltronics Centurion 7 G-codelijst Milltronics G-codes voor bewerkingscent

Volledige Milltronics M-codes voor Milltronics-bewerkingscentra. Voor Milltronics Lathe M Code leest u Milltronics M Codes for Lathes Milltronics M-codes voor bewerkingscentra Milltronics M-codes voor bewerkingscentra M-code Functie M00 Programmastop M01 Optionele stop M02 Einde van het progra
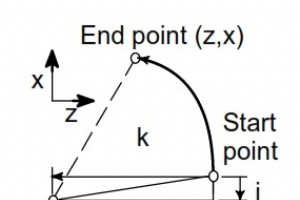
Fanuc circulaire interpolatie Fanuc circulaire interpolatie-opdrachten (G02, G03 G-codes) worden gebruikt om een gereedschap langs een cirkelboog te verplaatsen.G02 – Circulaire interpolatie met de klok mee.G03 – Circulaire interpolatie tegen de klok in. Hoe programmeer ik circulaire interpolatie

CNC-bewerkers die werken aan CNC-machines met Mitsubishi CNC-besturingen (MITSUBISHI CNC 700/70-serie) kunnen gratis handleidingen voor Mitsubishi CNC-besturingen downloaden. Mitsubishi M70-serie CNC-besturing Mitsubishi CNC-handleidingen Download Mitsubishi CNC-handleidingen van de Mitsubishi-we

Volledige lijst met Mitsubishi CNC G-codes voor cnc-bewerkers die werken aan CNC-bewerkingscentra met Mitsubishi CNC-besturingen (700/70-serie). Mitsubishi CNC-handleidingen CNC-bedieners kunnen gratis Mitsubishi CNC-handleidingen downloaden voorMitsubishi CNC 700/70-serie programmeerhandleiding (b

Mitsubishi G-codes voor CNC-draaimachines met Mitsubishi CNC-besturingen (Mitsubishi 700/70-serie). Mitsubishi G-codes voor bewerkingscentra vindt u hier Mitsubishi CNC G-codes - bewerkingscentra 700/70-serie Mitsubishi-handleidingen CNC-bedieners kunnen gratis Mitsubishi CNC-handleidingen downloa

Fanuc M-codes voor Fadal-bewerkingscentra met FANUC Series 18i–MB5 CNC-besturingen. Fadal-bewerkingscentrum Fanuc M-codes M00 Programmastop M01 Optionele programmastop M02 Einde van het programma M30 Einde van het programma M98 Subprogramma-oproep M99 Subprogramma einde M03 Spindelstart voor

Lijst met Fanuc-alarmcodes Fanuc-alarmcodes voor CNC-bedieners. Fanuc-bediening Deze fanuc-alarmen zijn geldig voor de volgende fanuc cnc-besturingen 0i Model A 0i/0iMate-model B 16/18 model PB 16/18 Model C 16i/18i Model A 16i/18i Model B 16iL Model A 20i 21 Model B 21i Model A 21i Model B 21i M

Haas-alarmcodes (foutcodes) voor CNC-machinisten. Haas-alarmcodes Haas-alarmcodes 101 – COMM. STORING MET MOCON/MOCON GEHEUGENFOUT 102 – SERVOS UIT 103 – X-SERVOFOUT TE GROOT 104 – Y-SERVOFOUT TE GROOT 105 – Z-SERVOFOUT TE GROOT 106 – EEN SERVOFOUT TE GROOT 107 – NOODUIT 108 – X SERVO-OVERBELASTI
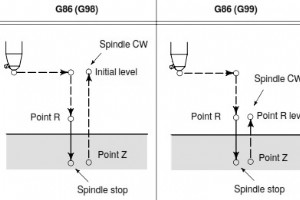
G86 boorcyclus Fanuc G86 kottercyclus wordt gebruikt om het/de gat(en) te boren.Het gereedschap verplaatst zich met voeding naar de bodem van het gat en trekt zich vervolgens met hoge voeding weer uit het gat terug. G86 Formaat boorcyclus G86 X Y Z R F K Parameters X Y – Gatpositiegegevens.Z – Boo

Volledige lijst met G-codes voor Tormach Duality-draaibank. Tormach PCNC dualiteitsdraaibank De Duality-draaibank kan op het Tormach PCNC 1100-bed worden gemonteerd en verandert uw CNC-freesmachine in een lichte CNC-draaibank voor prototyping en kleine draaiprojecten. Tormach PCNC dualiteitsdraai

Tormach M-codes, deze m-codes werken volgens Tormach PCNC Tormach PCNC 1100 Tormach PCNC 770 Tormach PCNC dualiteitsdraaibank Tormach PCNC 1100 Tormach M-codes M-code Betekenis M0 Programmastop M1 Optionele programmastop M2 Einde programma M3 Spil rechtsom draaien M4 Spil linksom draaien M

Tormach G04 Dwell De Tormach G04 Dwell-opdracht zorgt ervoor dat de assen onbeweeglijk blijven gedurende de tijdsperiode in seconden gespecificeerd door de P G04 Stilstaan G04 Dwell G-Code-indeling G04 P Tormach G04 Dwell-voorbeeld Sta een halve seconde stil G04 P0.5 Opmerking De Tormach G04 Dw

Volledige lijst met Siemens Sinumerik 808D G-codes voor CNC-machinisten/CNC-programmeurs die in ISO-dialectmodus werken. CNC-bedieners zullen het misschien leuk vinden Siemens Sinumerik 808D Handleidingen Gratis download SINUMERIK 808D op pc (Sinumerik 808D trainingssoftware) Siemens Sinumerik 808
CNC machine