

Industriële fabricage
CNC machine
Ingezonden door:Brian Tekening/Afbeelding CNC-programma %O0001(PROGRAM#)(PROGRAM NAME - PART1)(SAMPLE PART)N1( 1” FLAT ENDMILL TOOL )T1 M6M1N100 G0 G90 G54 X-1. Y0. S3056 M3G43 H1 Z.1 M8 T2(PROFILE)G1 Z-1. F24.4G41 D51 X-.5Y1.75G2 X.25 Y2.5 I.75G1 X3.5G2 X4.5 Y1.5 J-1.G1 Y.75G2 X3.25 Y-.5 I-1.25G1
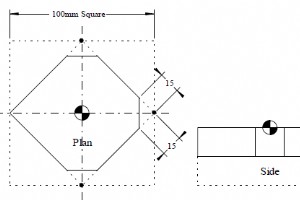
Ingezonden door:Brian Tekening/Afbeelding CNC-programma 0 BEGIN PGM 10103 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 1 L+0 R+104 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 CHF 1511 L X+50 Y+012 CHF 1513 L X+0 Y-5014 CHF 1515 L
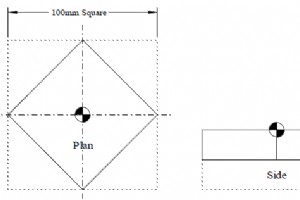
Ingezonden door:Brian Tekening/Afbeelding CNC-programma 0 BEGIN PGM 10102 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-20 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 L X+50 Y+011 L X-50 Y+012 L X-50 Y+013 DEP ?14 TOOL CALL 015 L M

Ingezonden door:Brian Tekening/Afbeelding CNC-programma 0 BEGIN PGM 10104 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M37 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 RND R1511 L X+50 Y+012 RND R1513 L X+0 Y-5014 RND R1515 L X-50 Y+

Haas-parameterlijst (frees/draaibank) voor cnc-bewerkers die aan Haas cnc-draaibank/frees werken. Parameters zijn zelden gewijzigde waarden die de werking van de machine veranderen. Deze omvatten servomotortypes, overbrengingsverhoudingen, snelheden, opgeslagen slaglimieten, kogelomloopspindelcompe

Als uw Haas CNC een probleem heeft, zoals niet inschakelen/uit zichzelf uitschakelen/piepjes op het toetsenbord, dan zijn hier enkele stappen voor probleemoplossing die u kunt nemen. Voordat u doorgaat WAARSCHUWING:Sommige mechanische en elektrische onderhoudsprocedures kunnen extreem gevaarlijk of

Mazak INTEGREX M-codelijst voor cnc-bewerkers.Overige functies (M-code) voor de Mazak INTEGREX 300/400-III/III T/IIIS/IIIST Mazak M-codelijst M-codes Beschrijving M00 Programmastop M01 Optionele tussenstop M02 Einde programma M03 Spil normale rotatie M04 Spindel omgekeerde rotatie M05 Spilst
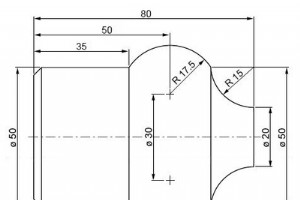
CNC-programmavoorbeeld om te laten zien hoe twee gecombineerde bogen kunnen worden geprogrammeerd met G02 G03 voor een cnc-draaibank. De eerste boog wordt geprogrammeerd met G02 R, maar de tweede boog wordt geprogrammeerd met G03 I K G02 G03 Programmeervoorbeeld G02 G03 programmeervoorbeeld N50 G

Mazak G-codelijst voor cnc-machinisten die werken aan Mazak INTEGREX 300/400-III/III T/IIIS/IIIST cnc-machines. Mazak G-codes G-code Functie G00 Positionering G01 Lineaire interpolatie G01.1 Draadsnijden met C-as interpolatie G02 Circulaire interpolatie (CW) G03 Circulaire interpolatie (CCW)

Mazak G-codelijst voor cnc-bewerkers die werken aan MAZAK-bewerkingscentra. Mazak G-codelijst G-code Functie G00 Positionering G01 Lineaire interpolatie G01.1 Draadsnijden met C-as interpolatie G02 Circulaire interpolatie (CW) G03 Circulaire interpolatie (CCW) G02.1 Spiraal interpolatie (CW)

Mazak plc alarmlijst voor cnc-machinisten. Alarmlijst voor de Mazak INTEGREX 300/400-II Ga voor andere Mazak-alarmlijsten naar de volgende paginas. Mazak systeem/aandrijffout (nr. 1 – nr. 99, nr. 1000 – nr. 1099) Besturingsfout Mazak CNC-machine (nr. 100 – nr. 199, nr. 1100 – nr. 1199) Mazak PLC
Mach3 m-codelijst voor cnc-machinisten. Deze Mach3 m-codes werken voor zowel frezen als draaien. Mach3 M-codes M-code Betekenis M0 Programmastop M1 Optionele programmastop M3 Einde programma M3/4 Draai de spil rechtsom/linksom M5 Stop rotatie M6 Gereedschapswissel (door twee macros) M7 Koel
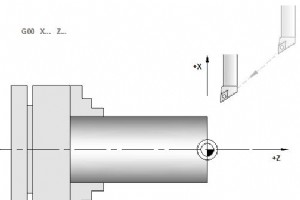
Haas G00 Rapid Motion positionering – Haas draaibank G00 G-code wordt gebruikt om de as van de machine met maximale snelheid te verplaatsen. G00 wordt voornamelijk gebruikt om de machine snel naar een bepaald punt te positioneren vóór elk invoer- (snij)commando (alle bewegingen worden op volle snelh
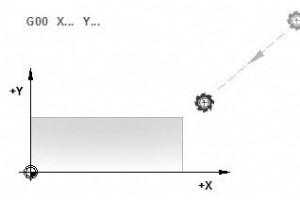
Haas G00 Rapid Motion positionering – Haas frees G00 G-code wordt gebruikt om de as van de machine met maximale snelheid te verplaatsen. G00 wordt voornamelijk gebruikt om de machine snel naar een bepaald punt te positioneren vóór elk invoer- (snij)commando (alle bewegingen worden op volle snelheid

Fanuc 15i alarmen/fouten voor CNC-bedieners. Fanuc 15i-alarmen Programmafouten/alarmen (P/S-alarm) Programmafouten / Alarmen op programma en werking (P/S-alarm) PS001 AS-BEDIENINGSMODUS ILLEGAAL PS003 TE VEEL CIJFERS PS006 ILLEGAAL GEBRUIK VAN MIJNTEKEN PS007 ILLEGAAL GEBRUIK VAN DECIMALE PUNT P

Fanuc 10/11/12 Alarm/foutcodes voor CNC-bedieners. Fanuc 10/11/12 alarmcodes Programmafouten/alarmen (P/S-alarm) Programmafouten / Alarmen op programma en werking (P/S-alarm) PS003 TE VEEL CIJFERS PS006 ILLEGAAL GEBRUIK VAN NEGATIEVE WAARDE PS007 ILLEGAAL GEBRUIK VAN DECIMALE PUNT PS010 ONJUISTE
Fanuc serie 15 alarmen/fouten voor CNC-bedieners. Fanuc Serie 15 Alarmen Programmafouten/alarmen (P/S-alarm) Programmafouten / Alarmen op programma en werking (P/S-alarm) PS003 TE VEEL CIJFERS PS006 ILLEGAAL GEBRUIK VAN MIJNTEKEN PS007 ILLEGAAL GEBRUIK VAN DECIMALE PUNT PS010 ONJUISTE G-CODE PS01

Selca CNC 4000/3000-serie bestuurt G-functies/G-codes voor cnc-bewerkers die werken aan cnc-machines met Selca cnc-besturingen. Deze Selca G-functies werken op de volgende Selca cnc-bedieningselementen, Selca S4000-serie – S4040, S4040, S4045P,S4060D Selca S3000-serie – S3040, S3045, S3045P, S3035

CNC-bedieners die werken aan cnc-frees-/draaibankmachines met D.Electron Z32 cnc-besturing kunnen de D.Electron Z32-programmeerhandleidingen gratis downloaden van de D.Electron-website (link hieronder). D.Electron Z32 CNC-handleidingen Beschikbare talen Deze Z32 CNC-programmeerhandleidingen zijn
NUM 1020/1040/1060T G Codelijst voor cnc-machinisten die werken aan cnc-draaimachines met NUM cnc-besturingen. NUM 1020/1040/1060T G-codes G-code Beschrijving G00 Hoge snelheid lineaire interpolatie G01 Lineaire interpolatie met geprogrammeerde voedingssnelheid G02 Circulaire interpolatie met d
CNC machine

Waarom we onze prijzen hebben gewijzigd (en een nieuwe doorlooptijdoptie hebben geïntroduceerd)

Wat zijn de kenmerken van CNC-bewerkingscentrumfrezen?

2060 Carrousel ATC CNC-houtrouter voor verzending naar Saoedi-Arabië

Polypropyleen versus nylon (polyamide):voor- en nadelen voor verschillende toepassingen

