Circulaire interpolatieconcepten en programmeren deel 3 (gebruik van I J K)
3e deel van Multi-Series-artikelen "Circular Interpolation Concepts &Programming".
Dit deel legt in het kort uit hoe cnc-machinisten kunnen berekenen en programmeren circulaire interpolatie G02 G03 met gebruik van I J en K .
Lees andere delen van dit artikel
Circulaire interpolatie G02 G03 I, J, K Concepten en programmeren
De as van de Boog moet evenwijdig zijn aan de X-, Y- of Z-as van het machinecoördinatensysteem. De as of het vlak loodrecht op de as wordt geselecteerd met G17 (Z-as, XY-vlak), G18 (Y-as, XZ-vlak) of G19 (X-as, YZ-vlak). I, J en K zijn de offsets vanaf de huidige locatie. Op een gegeven moment zullen slechts twee van I, J en K worden gebruikt. Dit is afhankelijk van welk boogvlak is geselecteerd.
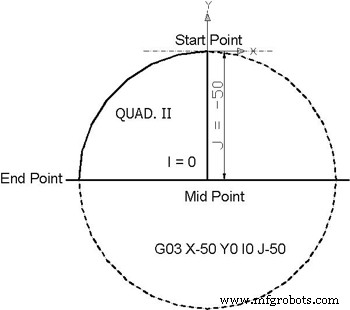
De argumenten I, J en K specificeren de AFSTAND van het BOOGSTARTPUNT tot het MIDDELPUNT van de boog. Merk op dat het startpunt van de boog NIET GEGEVEN wordt in een G02- of G03-opdracht. Het startpunt wordt bepaald door de locatie van de snijplotter wanneer het commando wordt uitgevoerd. Ook wordt het middelpunt nooit expliciet in de opdracht gegeven. I, J en K zijn AFSTANDEN. Als de geometrie van de cirkel onmogelijk is (tot binnen .0001), wordt er meestal een fout gegenereerd.
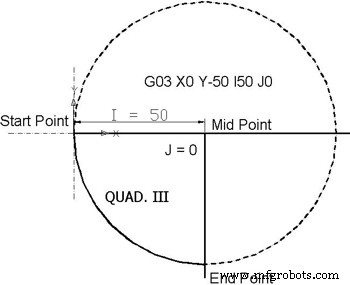
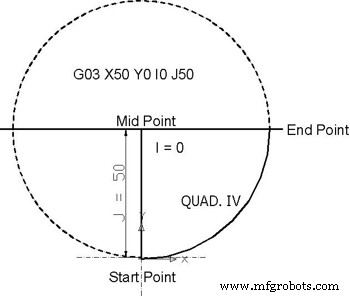
De volgende afbeelding toont de vier kwadranten van cirkel en I, J-berekening van startpunt tot eindpunt. Cirkelradius is 50 mm.
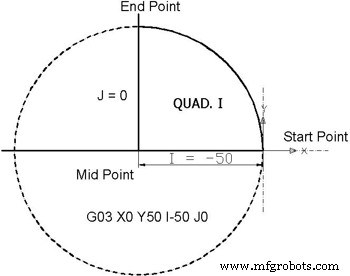
Quad I van 0⁰ tot 90⁰ – Circulaire interpolatieconcepten