Industriële fabricage
CNC machine
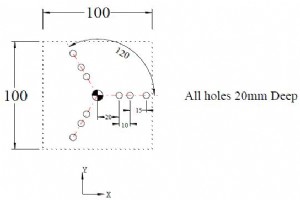
Ingezonden door:Brian Tekening/Afbeelding CNC-programma 0 BEGIN PGM 10127 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 200 DRILLING Q200 = 5 ;SET-UP CLEARANCE Q201 = -20 ;DEPTH Q206 = ??? ;FEED RATE FOR PLNGNG Q202 = 5 ;PLNGNG DEPTH
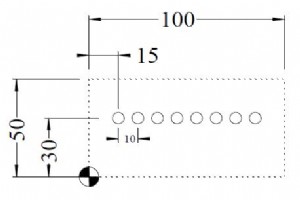
Ingediend door:Machinist Tekening/Afbeelding CNC-programma 0 BEGIN PGM 10128 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 1.0 PECKING7 CYCL DEF 1.1 SET UP -28 CYCL DEF 1.2 DEPTH -209 CYCL DEF 1.3 PECKG -1010 CYCL DEF 1.4 DWELL 011 CYC
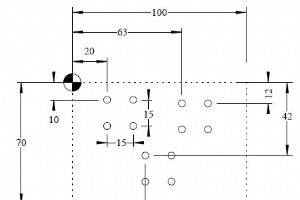
Aanleveren door:cnc programmeur Tekening/Afbeelding CNC-programma 0 BEGIN PGM 10129 MM1 BLK FORM 0.1 Z X+0 Y-70 Z-202 BLK FORM 0.2 X+100 Y+0 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 1.0 PECKING7 CYCL DEF 1.1 SET UP 28 CYCL DEF 1.2 DEPTH -219 CYCL DEF 1.3 PECKG -510 CYCL DEF 1.4 DWELL 01
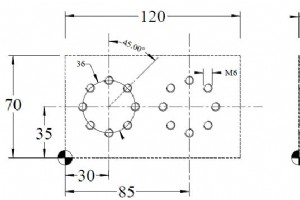
Ingezonden door:Brian Tekening/Afbeelding CNC-programma 0 BEGIN PGM 10130 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+120 Y+70 Z+03 TOOL DEF 14 TOOL DEF 25 TOOL DEF 36 TOOL CALL 1 Z S5007 L M68 L M139 CYCL DEF 1.0 PECKING10 CYCL DEF 1.1 SET UP 211 CYCL DEF 1.2 DEPTH -212 CYCL DEF 1.3 PECKG -213
Ingediend door:Machinist Tekening/Afbeelding CNC-programma 0 BEGIN PGM 10131 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 14 TOOL DEF 25 TOOL CALL 1 Z S5006 L M67 CYCL DEF 1.0 PECKING8 CYCL DEF 1.1 SET UP 39 CYCL DEF 1.2 DEPTH -4010 CYCL DEF 1.3 PECKG -4011 CYCL DEF 1.4 D
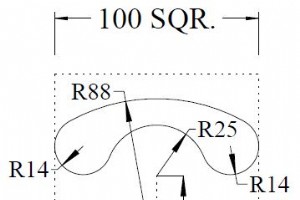
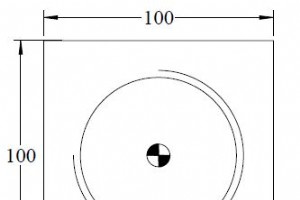
Aanleveren door:cnc programmeur Tekening/Afbeelding CNC-programma 0 BEGIN PGM FK1 MM1 BLK FORM 0.1 Z X-10 Y+0 Z-402 BLK FORM 0.2 X+110 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X+50 Y+50 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F1009 L Y+75 RL F50010 FC DR+ R25 CCX+50 CCY+5011 FCT DR- R1412
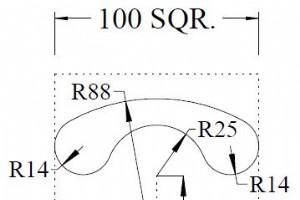
Ingediend door:Machinist Tekening/Afbeelding CNC-programma 0 BEGIN PGM FK1 MM1 BLK FORM 0.1 Z X-10 Y+0 Z-402 BLK FORM 0.2 X+110 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X+50 Y+50 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F1009 L Y+75 RL F50010 CC X+50 Y+5011 C X+26.805 Y+59.327 DR+12 CC X+13
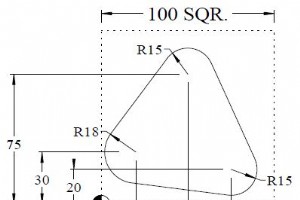
Aanleveren door:cnc programmeur Tekening/Afbeelding CNC-programma 0 BEGIN PGM FK2 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X-20 Y+30 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F5009 L X+2 Y+30 RL10 FC DR- R18 CCX+20 CCY+3011 FLT12 FCT DR- R1
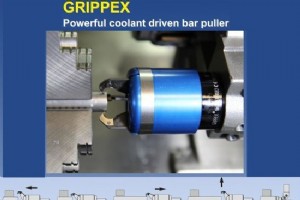
Ingezonden door:Brian Tekening/Afbeelding CNC-programma O0001 ;SUB ProgramG0 T1212 M5X0. Z30.G1 G98 Z-80. F3000M8 ;Coolant ON, Grippex clampG4 U1. ;DwellM69 ;Chuck unclampG4 U0.1 ;DwellG1 Z-1. ;Pulling-out the bar to a specific z-extentM68 ;Chuck clampM9 ;Coolant OFF, Grippex unclampG0 G99 Z... ;Le
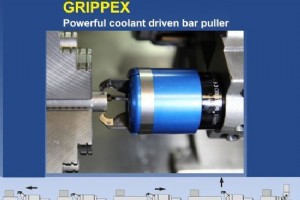
Ingezonden door:Brian Tekening/Afbeelding CNC-programma . ;SUB Program.G0 X0 Z55 T090909 ;Change to Grippex (example)G0 Z-2 ;Approach bar to be pulledM08 ;Coolant ON, Grippex clampG04 F2 ;DwellG0 M84 ;Chuck unclampG04 F2 ;DwellG0 Z..... ;Pulling-out the bar to a specific z-extentM83 ;Chuck clampM09

Fanuc 6 alarmcodes zijn van toepassing op Fanuc System 6M 6T CNC-besturingen. Voor cnc-bewerkers die werken op cnc-draaibank met 6T of CNC-freesmachine met Fanuc 6M cnc-besturing. Fanuc System 6M en 6T Alarmcodes zijn verdeeld zoals hieronder 210 tot 245 Fouten op slageindschakelaars 400 tot 445 f

Okuma OSP-P300S/P300L Alarm-C lijst.Voor cnc-bewerkers die werken aan cnc-machines met Okuma cnc-besturingen. Classificatie van Okuma-alarmen Alarmen gerelateerd aan de OSP zijn geclassificeerd in vijf typen, namelijk Alarm P Alarm A Alarm B Alarm C (hieronder vermeld) Alarm D FOUT Hieronder vin
Fanuc-decimale puntprogrammering Samenvatting Op sommige cnc-besturingen moeten cnc-programmeurs tijdens het programmeren een decimale punt aan het einde van de meeste numerieke waarden plaatsen, b.v. X100.0 Y10.0 Hoewel het bij de meeste cnc-besturingen niet nodig is om een decimaalteken aan het

Okuma OSP-P300S/P300L Alarm-D lijst.Voor cnc-bewerkers die werken aan cnc-machines met Okuma cnc-besturingen. Classificatie van Okuma-alarmen Alarmen gerelateerd aan de OSP zijn geclassificeerd in vijf typen, namelijk Alarm P Alarm A Alarm B Alarm C Alarm D (hieronder vermeld) FOUT Hieronder vin
Voorbeeld van een CNC-freesprogramma, dat illustreert hoe een cnc-programma eenvoudig kan worden geconverteerd van G90 Absolute programmamodus naar G91 Incrementele programmamodus. Voorbeeld CNC-freesprogramma G90 Absolute-programma G91 incrementeel programma N10 T1 M6 M3 G43N15 S2000 F80N20 G0 X
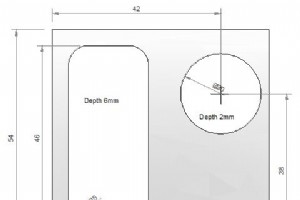
Voorbeeld van een CNC-freesprogramma dat laat zien hoe een cnc-programma kan worden gemaakt om Pockets op een cnc-frees te bewerken. Dit programmavoorbeeld gebruikt Peck-frezen om materiaal te snijden om een rechthoekige en een ronde kamer te bewerken. Voorbeeld CNC-zakfreesprogramma Hoofdprogr
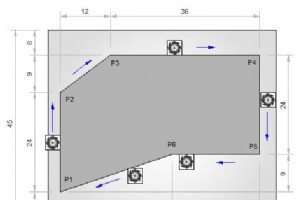
Voorbeelden van CNC-freesprogrammas tonen het gebruik van G91 G41 G43 G-codes. CNC-freesprogramma G91 G41 G43 CNC-onderdeelprogramma N05 G54N10 M6 T1 G43 H1 M3N15 S500 F120N20 G0 X-22 Y-22N25 Z-3N30 G1 X3 Y6 G41 H2 (P1)N35 G91 X0 Y24 (P2)N40 X12 Y9 (P3)N45 X36 (P4)N50 Y-24 (P5)N55 X-21 (P6) N60 G9
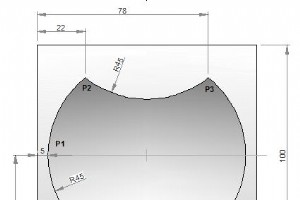
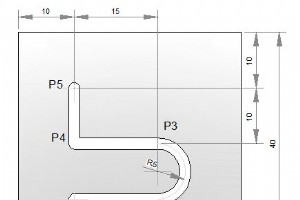
CNC-freesprogramma om te beschrijven hoe twee of meer radii kunnen worden samengevoegd in een cnc-freesprogramma. CNC Frees Subprogramma Voorbeeld CNC-onderdeelprogramma N10 T1 H1 M6 G43 M3N20 F150 S250N30 G0 X-21 Y50 Z0.5N40 G0 Z0N50 M98 P040050N60 G49N70 G0 Z50N80 M30 Subprogramma O0050N10 F160

Cincinnati bewerkingscentra G-codes &M-codes van Acramatic 2100e cnc-besturing.De volgende lijst met G &M-codes is van toepassing op de volgende Cincinnati verticale bewerkingscentra met Acramatic 2100E cnc-besturing PIJL E/DART 500/750 (ERM) PIJL 500/750/1000/1250C (ERM) PIJL 1250/1500/2000 (ERD)
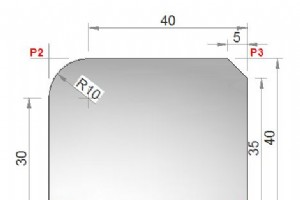
Haas hoekafronding en afschuining Haas CNC-programmavoorbeeld om te laten zien hoe afschuining en hoekradius kunnen worden geprogrammeerd. Haas afkanten Chamfer programmeren N10 G01 X20 Y30 ,C3 Haas hoekafronding Radius programmeren N10 G01 X20 Y30 ,R3 Haas hoekafronding en afschuining Voorbeeld
CNC machine