Industriële fabricage
CNC machine

Verschuiven van een gespecificeerd gereedschap langs de gestuurde as.
CNC-geheugen dat wordt gebruikt om gereedschapsoffsetwaarden op te slaan.
Getal voorafgegaan door het H- of D-adres om een gereedschapscorrectiewaarde te specificeren.
Offsetwaarde gebruikt door de functies gereedschapslengtecompensatie, freescompensatie en tooloffset.
Handmatige bediening waarbij een referentiegereedschap en het te meten gereedschap na elkaar tegen een vast punt op de machine worden gedrukt en het lengteverschil tussen de gereedschappen wordt ingesteld als een gereedschapslengte-offsetwaarde in de CNC.
Compensatie van het lengteverschil tussen het gereedschap dat wordt aangenomen tijdens het programmeren en het gereedschap dat wordt gebruikt voor de daadwerkelijke bewerking.
Controleren of het totale aantal 1-bits in een teken even of oneven is.
Programma dat herhaaldelijk kan worden opgeroepen door het besturingsgedeelte van een ander programma.
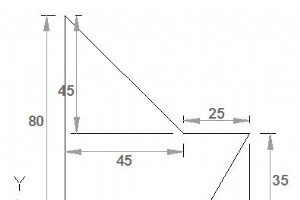
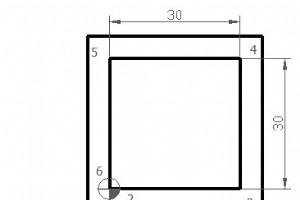
Een zeer eenvoudige cnc-freesprogrammeeroefening voor cnc-machinisten. Deze cnc-voorbeeldcode toont het gebruik van G90 absolute programmering G91 incrementele programmering CNC-freesprogrammeeroefening G90 absoluut programmeren gebruiken G91 incrementeel programmeren G90 absolute programmering
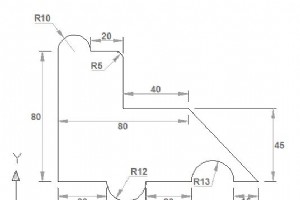
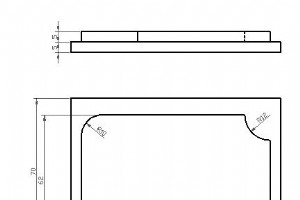
CNC-freesprogramma om het gebruik van te laten zien G02 Circulaire interpolatie CW G03 Circulaire interpolatie CCW CNC-freesprogramma Voorbeeld CNC-frees G02 G03 circulaire interpolatieprogrammering G90 G01 X0 Y0X30G03 X54 R12G01 X82G02 X108 R13G01 X123X80 Y45X40Y75G03 X35 Y80 R5G01 X20G03 X0 Y8

Volledige lijst met Hurco-draaibank M-codes. M-codes voor CNC-machines worden gebruikt om machinefuncties zoals spilrotatie, koelvloeistof aan-uit enz. te regelen. Hurco CNC-draaibank Hurco draaibank M-codes M00 – Programmastop M01 – Optionele stop M02 – Einde van programma (geen terugspoelen) M0

Yaskawa Yasnac J50 alarmcodes complete lijst. Yaskawa Yasnac J50M cnc-besturing Yasnac J50-alarmcodes 0 UITSCHAKELEN 1 ZR NIET KLAAR (X) 2 ZR NIET KLAAR (J) 3 ZR NIET KLAAR (Z) 4 ZR NIET KLAAR (4) 10 E FOUT 11 TV-FOUT 12 OVERLOOP (128 CH) 13 PROG FOUT (GEEN ADRES) 14 PROG ERROR ( -, 0) 15 PROG FO
Een heel eenvoudig voorbeeld van een cnc-freesprogramma dat cnc-machinisten het gebruik van Siemens Sinumerik-freesprogrammeerconcepten laat zien.Dit programma is geschreven voor een 4-assige cnc-freesmachine, waarbij C wordt gebruikt voor een draaitafel.Maar een eenvoudige cnc-freesmachine kan dit

Yaskawa Yasnac 2000B alarmcodes volledige lijst. Yasnac 2000B CNC-besturing Yasnac 2000B-alarmcodes 11 EXCESSIEVE TEMPERATUURSTIJGING IN DE REGELING 12 TAPE HORIZONTALE PARITEITSFOUT 14 FORMAATFOUT 15 GEGEVENSFOUT 16 OFFSET-FOUT 17 FOUT PARAMETERVERZAMELING 21 OVERTRAVEL 27 POSITIONEERFOUT 28 MEC

Yaskawa Yasnac 2000G alarmcodes complete lijst. Yasnac 2000G CNC-besturing Yasnac 2000G-alarmcodes 11 EXCESSIEVE TEMPERATUURSTIJGING IN HET PANEEL 12 TAPE/GEHEUGEN HORIZONTALE PARITEITSFOUT 13 TAPE VERTICALE PARITEITSFOUT 14 FORMAATFOUT 15 GEGEVENSFOUT 16 OFFSET-FOUT 17 PARAMETERFOUT 18 BANDGEHEU
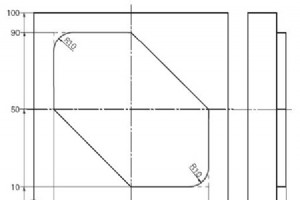
Programmeervoorbeeldcode voor CNC-frezen met tekening, die laat zien hoe G41 Freesradiuscompensatie links wordt gebruikt in een cnc-freesprogramma. CNC-freesprogramma (G41 freesradiuscompensatie links) CNC-freesprogramma met G41 Freesradiuscompensatie links N10 T2 M3 S447 F80N20 G0 X112 Y-2N30 Z-5
Freesradiuscompensatie Voorbeeldprogramma laat zien hoe G41, G40 kan worden gebruikt in een cnc-freesprogramma. Freescompensatiecode die in dit programma wordt gebruikt, is G41 freesradiuscompensatie links G40-freesradiuscompensatie Annuleren Voorbeeld freesradiuscompensatie G41 G40 Frees Radi
Verticale bewerkingscentra zijn een vitaal onderdeel van een cnc-machinewerkplaats. Daarom is hier een voorbeeld van een verticaal bewerkingscentrum-programmeervoorbeeld voor cnc-machinisten die net zijn begonnen met het leren van cnc-programmeren. Programmeervoorbeeld verticaal bewerkingscentrum
Copyright:Spec Engineering CNC-precisiebewerking In de maakindustrie worden CNC-machines gebruikt voor het vervaardigen van producten variërend van chirurgische implantaten en instrumenten tot onderdelen voor vliegtuigen. Paginas:1 2 3 4 5 6
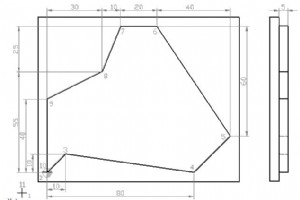
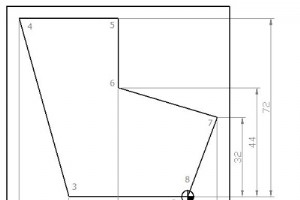
Deze oefening voor het programmeren van een CNC-frees geeft u meer inzicht in het tekenen en hoe u de exacte coördinaat van elk tekenpunt kunt vinden. Volledig gebaseerd op het G91 incrementeel dimensioneringssysteem, zodat cnc-programmeurs/machinisten kunnen leren en begrijpen hoe G91 incrementeel
CNC machine