Industriële fabricage
CNC machine
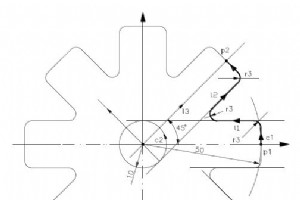
Programmavoorbeeld uit de Osai 10-serie met behulp van Osai GTL (High Level Geometric Programming Language). Voorbeeld van Osai Geometrisch Programmeren op hoog niveau (GTL) Profielherhalingen uitgevoerd met 2 passen N1 (DIS,GTL EXAMPLE WITH ROTATION)N2 F...S...T2.2 M6N3 MSA=2N4 p1=X50 Y0N5 c1=I0
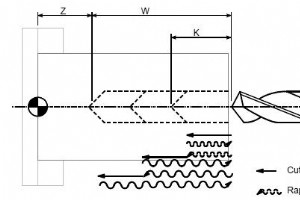
Fanuc Peck Drilling-macro Verplaats het gereedschap vooraf langs de X- en Z-as naar de positie waar een boorcyclus begint. Specificeer Z of W voor de diepte van een gat, K voor de diepte van een snede en F voor de snijsnelheid om het gat te boren. De volgende Custom Macro werkt op Fanuc cnc-bestur
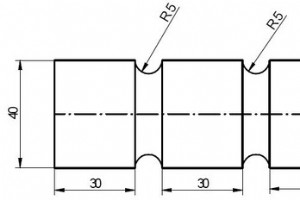
Ingezonden door:Vikram Samenvatting CNC-draaibankprogramma dat een lange groef in de x-as bewerkt met behulp van de G75-groefcyclus en vervolgens hetzelfde onderdeel maakt met de G75-groefcyclus. Tekening/Afbeelding CNC-programma G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G
Ingezonden door:Vikram Samenvatting CNC-draaibankprogramma dat een complete buitencontour op een component snijdt met behulp van de G72 Facing-cyclus. Tekening/Afbeelding CNC-programma G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23
Ingezonden door:Vikram Samenvatting CNC-draaibankprogramma dat een compleet onderdeel bewerkt, buiten het volledige profiel wordt gedraaid met behulp van de G71-draaicyclus, de G71-cyclus wordt twee keer gebruikt. Tekening/Afbeelding CNC-programma G90 G21 G18 G55;T0400 M06S2000 M03;G00 Z0.0; X31.0
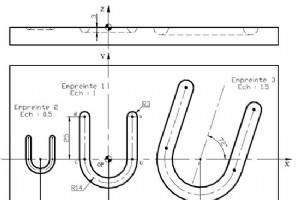
Inzenden door:BEATA Samenvatting Num CNC-programmavoorbeeld met G-codes G74 G77 G59 enz.G74 Schaalfactor inschakelenG77 Onvoorwaardelijke vertakking naar een subroutine of blokreeks met terugkeerG59 Offset programmaoorsprong Tekening/Afbeelding CNC-programma Main Program%21(FRAISAGE DE TROIS EMPRE
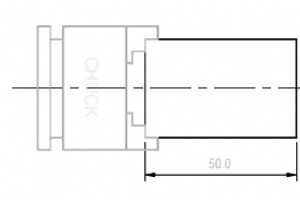
Aanleveren door:CNC-programmeur Samenvatting CNC-draaibankprogramma om een stuk messingmateriaal te boren op een diepte van 40 mm met een boor met een diameter van 22 mm. Tekening/Afbeelding CNC-programma G97 S1446 M03G00 T0101G00 X0.Z2.G74 R2.G74 Z-40. Q5000 F0.1G00 Z5.M05T0100G28 W0.G28 U0.M30
Inzenden door:BEATA Samenvatting CNC-draaibankprogramma voor snijden Buitendraaien Boren en Binnenboren,Volgende Cyclus G-codes worden gebruikt in dit CNC-draaibankprogramma,OD Draaien Voorbewerken met G71 DraaicyclusOD Draaien Nabewerken met G70 Nabewerkingscyclus ID-boren met G74 prikboorcyclusID
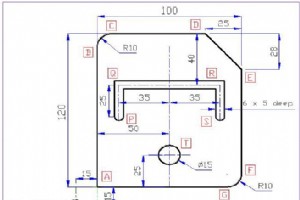
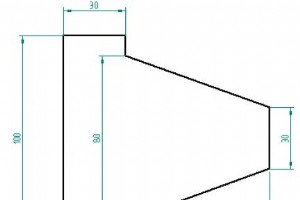
Inzenden door:BEATA Samenvatting Q. Schrijf een CNC-onderdeelprogramma voor de getoonde figuur Neem voor zijfrezen een toerental van 1200 tpm en een voeding van 100 mm/minVoor het boren van gaten een toerental van 1200 tpm en een voeding van 80 mm/minNeem voor sleuffrezen een toerental van 1200 tp
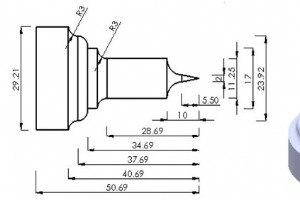
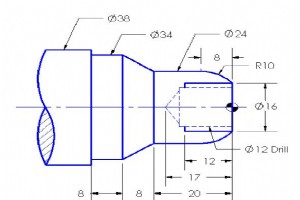
Ingezonden door:Vikram Samenvatting Schrijf een ISO-programma voor stapsgewijze draaibewerkingen van het in de afbeelding getoonde onderdeel met behulp van voorgeprogrammeerde cycli. De diameter van het werkstuk =30 mm Tekening/Afbeelding CNC-programma N0 G90 F0.5 S1200 T0101 M03N10 G00 X30 Z2N11
Ingezonden door:Vikram Samenvatting Schrijf de CNC-draaibankprogrammering voor een door FANUC bestuurde machine met behulp van voorgeprogrammeerde cycli. Neem de diameter van het werkstuk =30 mm, snedediepte =0,5 mm, snelheid =1200 tpm. Ga op gepaste wijze uit van feed en andere gegevens. Tekening/
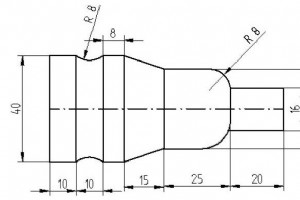
Ingezonden door:Vikram Samenvatting Schrijf een onderdeelprogramma voor een door FANUC bestuurde CNC-draaibank voor het gegeven onderdeel met behulp van een voorgeprogrammeerde cyclus. Neem een snijdiepte van 0,5 mm en een snelheid van 1200 tpm. Ga uit van geschikte snijomstandigheden en snijgere
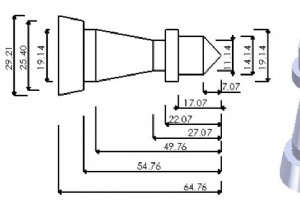
Ingezonden door:Vikram Samenvatting Schrijf het CNC-draaibankprogramma voor een door FANUC bestuurde machine met behulp van subroutinecodes. Neem de diameter van het werkstuk =40 mm, snedediepte =0,5 mm, snelheid =1200 tpm. Ga op gepaste wijze uit van feed en andere gegevens. Tekening/Afbeelding C
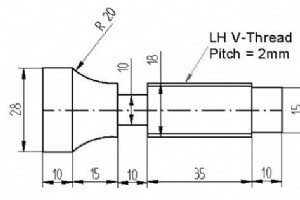
Aanleveren door:CNC-programmeur Samenvatting Programmeervoorbeeld CNC-draaibank met G76 om linkse schroefdraad op component te snijden en groeven met G75 groefcyclus. Tekening/Afbeelding CNC-programma N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N21 G71 U1 R0.5N22 G71 P50 Q90 U0.05 W0.05N50 G03 X20 Z-
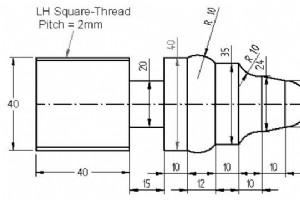
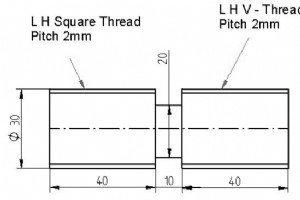
Aanleveren door:CNC-programmeur Samenvatting CNC-draaibankprogramma om linkse (linkse) schroefdraad op een component te snijdenen ook om het componentprofiel te snijden met behulp van de G71-draaicyclus,Groeven met de G75-groefcyclus.Een ISO-onderdeelprogrammering schrijven voor de door FANUC bestu
Ingezonden door:Vikram Samenvatting Schrijf de CNC-draaibankprogrammering voor een door FANUC bestuurde machine. Neem de diameter van het werkstuk =30 mm, snelheid =1200 tpm. Ga op gepaste wijze uit van feed en andere gegevens. Dit programma gebruiktG73 patroonherhalingscyclusG76 threading-cyclus
Ingezonden door:Vikram Samenvatting CNC-draaiprogramma dat een subprogramma meerdere keren oproept om hetzelfde patroon te snijden.Subprogramma gebruikt UW in plaats van XZ om het programma begrijpelijker te maken en gemakkelijker te debuggen. Tekening/Afbeelding CNC-programma Main Program:N5 G90
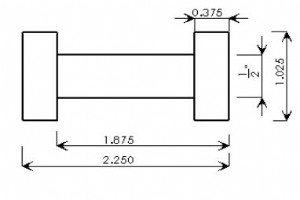
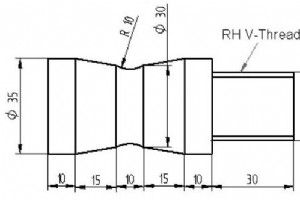
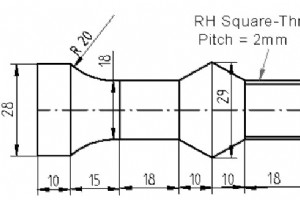
Ingezonden door:Vikram Samenvatting Schroef met schroefdraad aan beide uiteinden (deuvelschroeven) kan eenvoudig worden vervaardigd op een cnc-draaibank met behulp van de G76-schroefdraadcyclus.Het volgende programma snijdt dezelfde schroef met RH (rechtse schroefdraad) aan het ene uiteinde en LH (
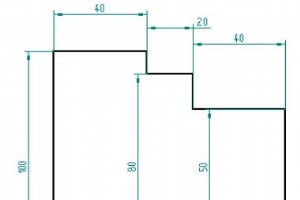
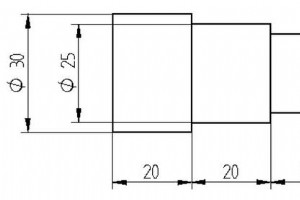
Ingezonden door:Jack Samenvatting Een heel eenvoudig cnc-programma uit mijn voorbeelden van cnc-klassen. Tekening/Afbeelding CNC-programma N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600N15 G01 X50 F30N20 G01 Z-40N25 G01 X80N30 G01 Z-60N35 G01 X100N40 G01 Z-100N45 G00 X120N50 G00 Z10N55 M05N60 M30
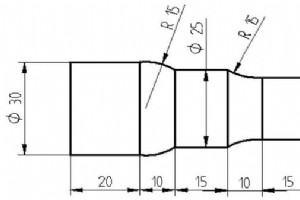
Ingezonden door:Brian Samenvatting Zeer eenvoudig en eenvoudig cnc-programma om conus te snijden op een cnc-draaibank. Tekening/Afbeelding CNC-programma N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G01 X80 Z-70 N25 G01 X100 N30 G01 Z-30 N35 G00 X120 N40 G00 Z10 N55 M05 N60 M30
CNC machine