


OD draaien met G73 patroon herhalende cyclus CNC-draaibank voorbeeldprogramma
Ingezonden door:Vikram
Samenvatting
Schrijf het CNC-draaibankprogramma voor een door FANUC bestuurde machine met behulp van subroutinecodes. Neem de diameter van het werkstuk =40 mm, snedediepte =0,5 mm, snelheid =1200 tpm. Ga op gepaste wijze uit van feed en andere gegevens.
Tekening/Afbeelding
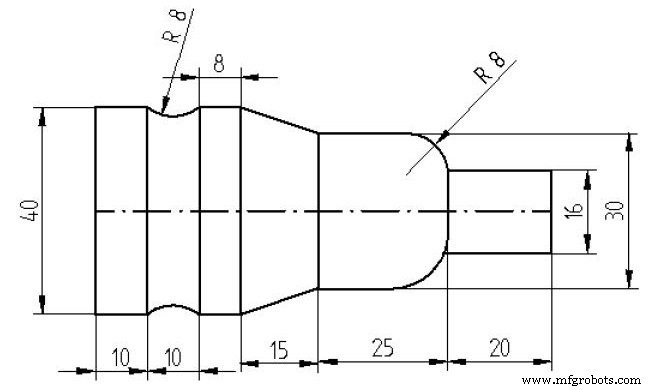
CNC-programma
Main Program: N0 G90 F0.2 S1200 T0101 M04 N10 G00 X42 Z2 N30 M98 P12000 (call subprog O2000 once) N130 G28 U0 W0 N140 M05 M30 Subprogram: O2000; N30 G73 U12 R24 N40 G73 P50 Q120 U0.05 W0.05 N50 G01 X16 Z0 N60 G01 X16 Z-20 N70 G03 X30 Z-28 R8 N71 G01 X30 Z-45 N80 G01 X40 Z-60 N90 G01 X40 Z-68 N100 G02 X40 Z-78 R8 N110 G01 X40 Z-88 N120 G01 X50 Z2 N121 M99
Fanuc G76 Linkse schroefdraad G75 Groefvoorbeeld CNC-draaibank
CNC-bewerking van onderdelen op draaibanken met G73 G76-cycli
CNC machine
- CNC Fanuc G73 patroonherhalingscyclus CNC-programmavoorbeeld
- Fanuc CNC-programmavoorbeeld
- CNC Fanuc G73 patroon herhalende cyclus
- CNC draaibank programmeervoorbeeld
- Fanuc G21 Meten in millimeter met CNC-draaibank Programmeervoorbeeld
- CNC-programmeervoorbeeld in inch eenvoudig CNC-draaibankprogramma
- Conisch draaien met G90 modale draaicyclus – CNC-voorbeeldcode
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- Fanuc G73 patroon herhalende cyclus CNC-programma voorbeeldcode
- Fanuc G73 patroon herhalende ingeblikte cyclus Basis CNC-voorbeeldprogramma
- Voorbeeldcode G71-draaicyclus voor ruw draaien – CNC-draaibankprogrammering