Industriële fabricage
CNC machine
Aanleveren door:CNC-programmeur Tekening/Afbeelding CNC-programma [G13 Straight line, at a known angle,[ through a point or tangent to a circle[G20 Circle of known center and radius[G21 Linking radius[G51 Offset / rotation of the coordinate system on the planeN1 [PROFILE 7N2 $1M0X-131.I129.Y-61.5J1
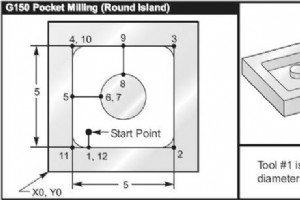
Ingediend door:Machinist Tekening/Afbeelding CNC-programma Main Program%O03010T1 M06 (Tool is a 0.500” diameter endmill)G90 G54 G00 X2. Y2. (XY Start Point)S2500 M03G43 H01 Z0.1 M08G01 Z0. F30.G150 P3020 X2. Y2. Z-0.5 Q0.5 R0.01 J0.3 K0.01 G41 D01 F10.G40 G01 X2. Y2.G00 Z1. M09G53 G49 Y0. Z0.M30%Su
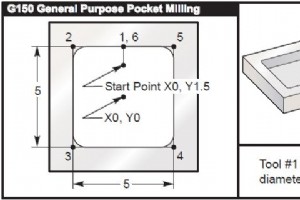
Ingezonden door:Brian Tekening/Afbeelding CNC-programma (5.0 x 5.0 x 0.500 DP. Square Pocket)Main Program%O01001T1 M06 (Tool #1 is a 0.500” diameter endmill)G90 G54 G00 X0. Y1.5 (XY Start Point)S2000 M03G43 H01 Z0.1 M08G01 Z0.1 F10.G150 P1002 Z-0.5 Q0.25 R0.01 J0.3 K0.01 G41 D01 F10.G40 G01 X0. Y1.
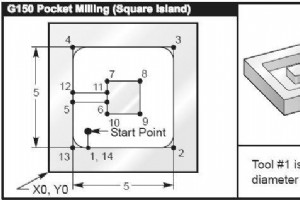
Aanleveren door:cnc programmeur Tekening/Afbeelding CNC-programma (5.0 x 5.0 x 0.500 DP. Square Pocket with Square Island)Main Program%O02010T1 M06 (Tool is a 0.500” diameter endmill)G90 G54 G00 X2. Y2. (XY Start Point)S2500 M03G43 H01 Z0.1 M08G01 Z0.01 F30.G150 P2020 X2. Y2. Z-0.5 Q0.5 R0.01 I0.3
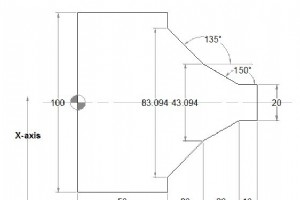
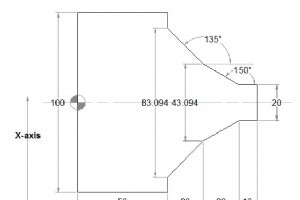
Ingediend door:Machinist Tekening/Afbeelding CNC-programma %MPF128N0005 G95 G96 S120 M41 M4N0010 G00 X135 Z19 T1 D1N0015 G1 X121 Z26 F.25 M8N0020 G0 X188N0025 Z14N0030 G1 X186N0035 X184 Z15N0040 X130N0045 X110 Z25N0050 X60N0055 G0 X150 Z150N0060 T0 D0N0065 X68 Z26 S60 T6 D6N0070 G1 X64 Z24 F.2 M8N0

Aanleveren door:CNC-programmeur CNC-programma % 0:1508(151-508,NUT,STAND-OFF) (REV,6)(HARDINGE,T42) (PPC,11/11/13) (T0101, STOCK FEED)(T0303, 3/4 90DEG SPOT DRILL) (T0404, I DRILL) (T0202, 5/16-24,BOTTOMING TAP) (T0606, 55 DEG,.008 RAD, OD TURN)(T0626, 55 DEG,.008 RAD, OD TURN)(T1111, .120 CUT OFF
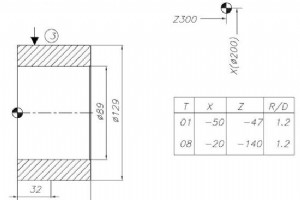
Inzenden door:BEATA Tekening/Afbeelding CNC-programma PROGRAM 65 TAE 32 / 500TAE 32 01.1006.00MOCOWANIE 2.POZYCJA BAZY :X - 200Z - 300%%%N001 G95 S035 M04N002 G00 X1650 Z-18300 T0101N003 G01 X-25500 F250 M08N004 G00 X2115 Z65N005 G01 X2350 Z-2350N006 Z-36300N007 G00 X200 Z3900N008 X-1650 Z18200 M05
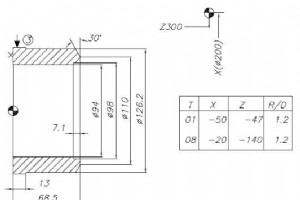
Inzenden door:BEATA Tekening/Afbeelding CNC-programma PR. 66 TAE/500TAE-32N 01/1006.00MOC. 3POZYCJA BAZY : X=200Z=300%%%N001 G95 S035 M04N002 G00 X1600 Z-18400 T0101/N003 G01 X-6000 F200 M08/N004 G00 X4000 Z23100 M05/N005 M00/N006 X-3400 Z-23100 S035 T0101 M04N007 Z-200N008 G01 X-4070 F250 M08N009
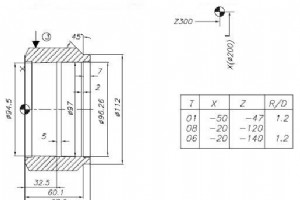
Inzenden door:BEATA Tekening/Afbeelding CNC-programma PR. 67 TAE/500TAE-32N 01/1006.00MOC. 4POZYCJA BAZY : X=200Z=300%%%N001 G95 S030 M04N002 G00 X1600 Z-18500 T0101/N003 G01 X-6000 F200 M08/N004 G00 X4000 Z23200 M05/N005 M00/N006 X-3400 Z-23200 S030 T0101 M04N007 Z-80N008 G01 X-21000 F250 M08N009
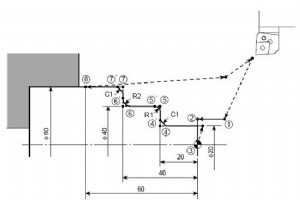
Ingezonden door:Brian Tekening/Afbeelding CNC-programma O0001;N1;G50 S1500;G00 T0101;G96 S200 M03;X30.0 Z20.0 M08;G01 Z0 F1.0;X0 F0.2;G00 X20.0 Z1.0;G01 Z−20.0, C1.0;X40.0 , R1.0;Z−40.0 , R2.0;X60.0 , C1.0;Z−60.0;G00 U1.0 Z20.0;X200.0 Z150.0 M09;M01;
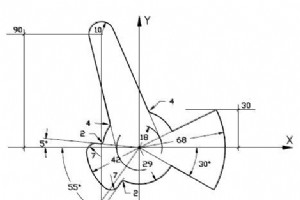
Aanleveren door:CNC-programmeur Tekening/Afbeelding CNC-programma N1 [PROFILEN2 $1M0X-119.I124.Y-44.2J111.N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I5N8 Z100RN9 X0Y-40RN10 Z2RN11 Z-10N12 G42K2N13 G20X0Y0I29N14 G13X0Y0J-30K2N15 E1=G20X0Y0I68N16 E1K2N17 E2=G13Y30X0J180,E1N18 G10E2N19 G11X0Y0N20 G20X0Y0I29
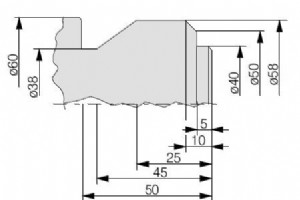
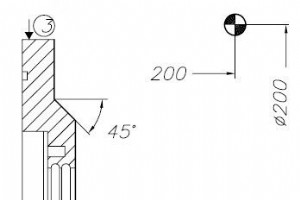
Ingediend door:Sinumerik Programmer Tekening/Afbeelding CNC-programma G54G53 G0 X610 Z350T1 D1 G96 S250 M4G0 X65 Z0G1 F0.18 X-1.6G0 X65 Z5CYCLE95(CONT1,3,0.05,0.3,0,0.3,0.1,0.12,9,0,0,0)G0 X200 Z100M30Contour subprogram: CONTI:G1 X38 Z2Z0X40 Z-1Z-5X50X58 Z-10Z-25X38 Z-45Z-50X60 CHR=0.3Z-50.4M17
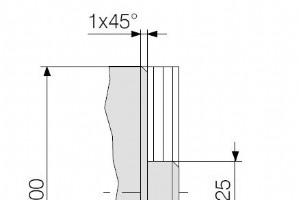
Ingezonden door:Brian Tekening/Afbeelding CNC-programma G54G53 G0 X610 Z350T1 D1 G96 S250 M4 ; roughing toolG0 X65 Z0G1 F0.18 X-1.6G0 X65 Z5CYCLE95(CONT2,1,0.02,0.05,0,0.3,0.1,0.12,10,0,0,0)G0 X200 Z100M30Contour subprogram: CONT2G1 X100 Z-12Z-10 CHR=1X25Z0 CHR=1X22M17
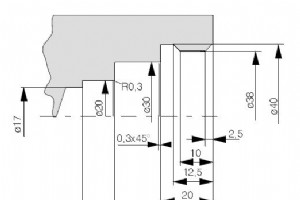
Ingezonden door:Vikram Tekening/Afbeelding CNC-programma G54G53 G0 X610 Z350T5 D1 G96 S250 M4 ; boring barCYCLE95(CONT3,3,0.05,0.3,0,0.3,0.1,0.12,11,0,0,0)G0 X200 Z100M30Contour subprogram: CONT3G1 X40 Z0 F0.12X38 Z-2.5Z-10X40 Z-12.5Z-20X30 CHR=0.3Z-30 F0.1X20 RND=0.3Z-40X17M17
Inzenden door:BEATA Tekening/Afbeelding CNC-programma ;Siemens Sinumerik CYCLE95 first parameter NPP;can be given as a sepatate routine or;can be defined inside calling program with Labels;stock removal contour is defined in the calling programN110 G18 G90 G96 F0.8N120 S500 M3N130 T1 D1N140 G0 X140
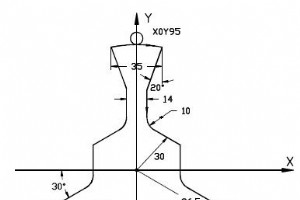
Sinumerik ANG= Als de eindpunten van de contour niet direct in de bewerkingstekening zijn aangegeven, is het ook mogelijk om een hoekspecificatie ANG=… te gebruiken om de rechte te bepalen. ANG=kan worden gebruikt in G17 G18 G19-vlakken. Positieve hoeken zijn linksom uitgelijnd. ANG=Voorbeeld
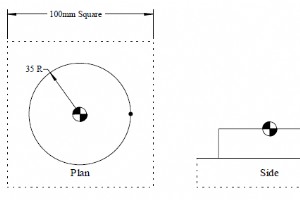
Ingediend door:Machinist Tekening/Afbeelding CNC-programma 0 BEGIN PGM 10105 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X+70 Y+0 R0 FMAX M37 L Z-20 FMAX8 APPR ?9 CC X+0 Y+010 C X+35 Y+0 DR-11 DEP ?12 TOOL CALL 013 L M614 STOP M3015 END PG
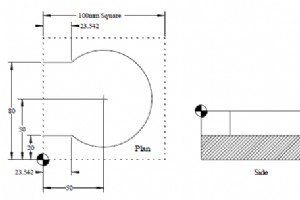
Ingediend door:Machinist Tekening/Afbeelding CNC-programma 0 BEGIN PGM 10106 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-20 Y+50 R0 FMAX M37 L Z-20 FMAX8 APPR ? F? M89 L X+23.54210 CC X+50 Y+5011 C X+23.542 Y+80 DR+12 L X+013 DEP ?14 TOO
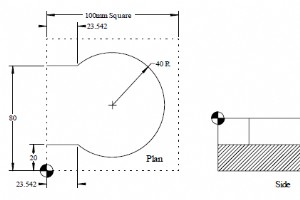
Ingediend door:Machinist Tekening/Afbeelding CNC-programma 0 BEGIN PGM 10107 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-20 Y+50 R0 FMAX M37 L Z-20 FMAX8 APPR ?9 L X+23.54210 CR X+23.542 Y+80 R-40 DR+11 L X+012 DEP ?13 TOOL CALL 014 L M6
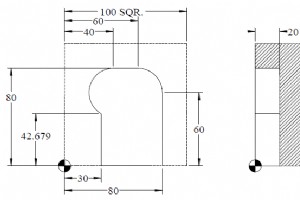
Ingezonden door:Brian Tekening/Afbeelding CNC-programma 0 BEGIN PGM 10108 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X+60 Y-20 R0 FMAX M37 L Z-20 FMAX8 APPR ? F? M89 L Y+6010 CT X+60 Y+8011 L X+4012 CT X+30 Y+42.67913 L Y+014 DEP ?15 TOOL
CNC machine