Industriële fabricage
CNC machine

Fagor 8055/8055i programmering G-codes / M-codes volledige lijsten. Fagor 8055 M Frezen Fagor 8055/8055i M programmering G-codes / M-codes complete lijsten. G-codes G-codes Beschrijving G00 Glijbaan G01 Lineaire interpolatie G02 Circulaire (spiraalvormige) interpolatie met de klok mee G03 Cir
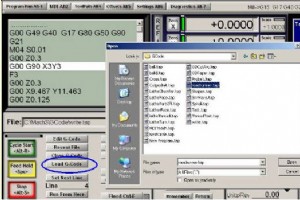
In deze zelfstudie wordt beschreven hoe een cnc-machinist een G-Code-onderdeelprogramma (met de hand geschreven of gegenereerd door CAD/CAM-software) in Mach3 CNC kan laden. Druk op GCode laden knop. Het Windows-dialoogvenster voor het openen van bestanden wordt weergegeven. Kies het bestand met he

Fagor 8037M Frezen en 8037T Draaibank programmeren G-codes / M-codes complete lijsten. Fagor 8037M G/M-codelijst Fagor 8037M programmering G-codes / M-codes complete lijsten. G-codes G-codes Beschrijving G00 Glijbaan G01 Lineaire interpolatie G02 Circulaire (spiraalvormige) interpolatie met de

Fagor 8065M Frezen en 8065T Draaibank programmeren G-codes / M-codes complete lijsten. Fagor 8065M G/M-codelijst Fagor 8065M programmering G-codes / M-codes complete lijsten. G-codes G-codes Beschrijving G00 Rapid traverse. G01 Lineaire interpolatie. G02 Circulaire (spiraalvormige) interpolati

Fagor 101 / 101S / 102 / 102S programmering G-codes / M-codes complete lijsten. Fagor 101/102 Inleiding De FAGOR 101/102 CNC kan in de elektrische kast van de machine worden geïntegreerd en verenigt in één enkele eenheid alle krachtigste en eenvoudigste bedieningskenmerken van een 1- of 2-assige
Dit is een complete Fanuc-macro die hetzelfde werkt als de Fanuc G81-boorcyclus. Afbeelding:directindustry.com G66 Modaal gesprek Zodra Fanuc G66 is uitgegeven om een modale oproep te specificeren, wordt een macro aangeroepen nadat een blok dat beweging langs assen specificeert, is uitgevoerd.

Fagor 800M 800T programmering G-codes / M-codes complete lijsten. Fagor 800M G-codes M-codes Fagor 800M programmering G-codes / M-codes complete lijsten. G-codes G-codes Beschrijving G00 Snelle positionering G01 Lineaire interpolatie G02 Circulaire interpolatie met de klok mee G03 Circulair

Fagor Mill 8025/8030 Modellen M MG MS GP en Fagor Draaibank 8025/8030 Modellen T TG TS programmering G-codes / M-codes complete lijsten. Fagor 8025/8030M G-codes M-codes Fagor 8025/8030 Modellen M MG MS GP-programmering G-codes / M-codes complete lijsten. G-codes G-codes Beschrijving G00 Positio

D.Electron Z32 numerieke controller Alarmen complete lijst voor Z32 CNC-machinisten programmeurs instellers. ERNSTIGE SYSTEEMFOUTEN Als het besturingssysteem van de Z32 een storing detecteert, activeert het een systeemfout en stopt de NC.Deze situatie kan worden herkend door het volgende op de opd
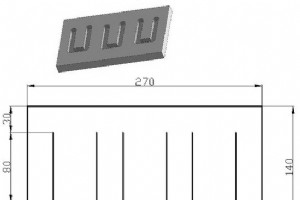
Ingediend door:Machinist Tekening/Afbeelding CNC-programma ;Main ProgramO777G91 G28 Z0M06 T01M03 S1200G90 G54 G43 H1G00 X30 Y110Z2M98 P030888 (call subprog O888 three times)G28 Z0M30;SubprogramO888G91G01 Z-9 F200Y-80X50Y80G00 Z9G00 X30M99
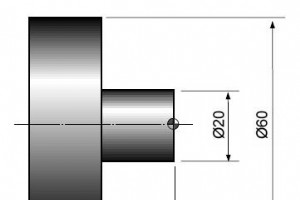
Aanleveren door:cnc programmeur Tekening/Afbeelding CNC-programma O1234;T0101;M03 S1200;G00 X50 Z8;G94 X0 Z5 F0.1;Z3;Z1;G00 X100 Z100;M05;M30;
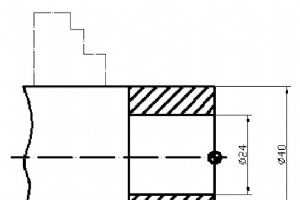
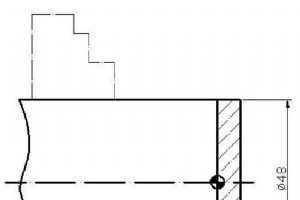
Aanleveren door:CNC-programmeur Tekening/Afbeelding CNC-programma O1233T0101M03 S1200G00 X42 Z1G90 X38 Z-31 F0.1X34X30X26X24G00 X100 Z100M30

Osai 10-serie CNC G-codes voor frezen en slijpen complete lijst. Osai 10-serie CNC G-codes – frezen en slijpen G-code Beschrijving G00 Snelle positionering van de assen G01 Lineaire interpolatie G02 Circulaire interpolatie CW G03 Circulaire interpolatie CCW G04 Verblijf aan het einde van

Osai 10-serie CNC M Codes volledige lijst voor cnc-machinisten programmeurs die werken aan cnc-machines met Osai 10-serie cnc-besturing. Osai 10-serie CNC M-codes M-code Beschrijving M0 Programmastop M1 Optionele programmastop M2 Einde van het programma M3 Spindel CW M4 Spindel CCW M5 Spi

CNC-alarmen en lijst met foutcodes voor CNC-machines en -besturingen, om CNC-bedieners / programmeurs / instellers te helpen hun werk te vergemakkelijken. Afbeelding:Action Machinery Co., Inc. Fanuc-alarmen Volledige lijsten met Fanuc-alarmcodes.Fanuc 10/11/12 AlarmenFanuc Serie 15 AlarmenFanuc 1
Fanuc G90 draaicyclus Fanuc G90-draaicyclus wordt gebruikt voor eenvoudig draaien, maar meerdere gangen zijn mogelijk door de X-aslocatie van extra gangen te specificeren. Genoemd met vele namen zoals - Fanuc G90 Buitendiameter/Inwendige Diameter Snijcyclus of G90 Rechte snijcyclus Programmeerform
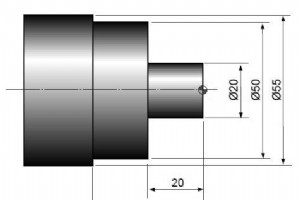
Fanuc 0-TC tutorial waarin wordt uitgelegd hoe je een cnc-programma maakt voor Step Turning met G90 Turning Cycle Fanuc G90 draaicyclus G90 draaicyclus uitlegG90 conisch draaien Fanuc G90-cyclusvoorbeeld N10 G50 S2000G96 S180 M3T0100G0 X60.0 Z5.0 T0101 M8G90 X50.0 Z-40.0 F0.25X45.0 Z-20.0X40.0X35

Osai 10-serie CNC-foutmeldingen met beschrijving van foutmeldingen en herstelacties voor cnc-machinistenprogrammeurs die werken aan CNC-machines met Osai cnc-besturingen. Osai 10-serie CNC-foutmeldingen Beschrijving van foutmeldingen en herstelacties NC001-syntaxisfout Syntaxisfout gevonden in h

GSK 980 TD / GSK 980 TDb / GSK 980 TDc alarmlijst voor cnc-machinisten programmeurs die werken op cnc-draaimachines met GSK 980td / 980tdb / 980tdc cnc-besturingen CNC-alarm Alarm Nr. Inhoud 000 Noodstopalarm en ESP open circuit 001 Er zijn geen deelprogrammas of kan deelprogrammas niet openen

G-codes GSK983M S/V CNC-systeem voor boren en frezen G-codes GSK983M G-code Functie G00 Positionering G01 Lineaire interpolatie G02 Circulaire interpolatie (CW) G03 Circulaire interpolatie (CCW) G04 Stilstaan G05 Continue snijmodus met hoge snelheid G07 Gefedereerde sinuscurveregeli
CNC machine