


Contourdraaien met behulp van G71 draaicyclus Voorbeeld CNC-draaibank
Ingezonden door:Vikram
Samenvatting
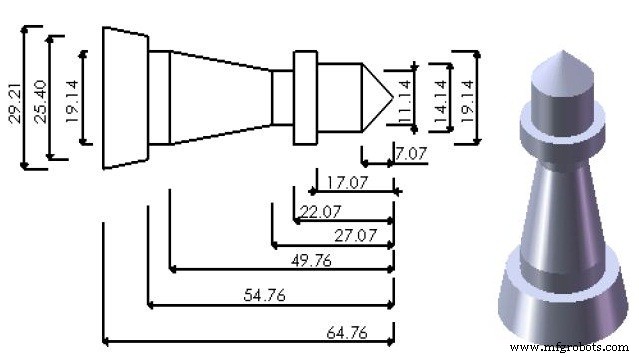
CNC-draaibankprogramma dat een compleet onderdeel bewerkt, buiten het volledige profiel wordt gedraaid met behulp van de G71-draaicyclus, de G71-cyclus wordt twee keer gebruikt.
Tekening/Afbeelding
CNC-programma
G90 G21 G18 G55; T0400 M06 S2000 M03; G00 Z0.0; X31.0; G01 X30 F60; G71 U0.5R0.2; G71 P2 Q3 ; N2 G01 X0.0; X14.14 Z-7.07; Z-17.07; X19.14; Z-54.76; X25.4; N3 X 29.21 Z-64.76; G00 X 30.0; G28 X0.0; G28 Z0.0; T0800 M06; G56; G00 Z-22.07; X30; G01X19.14; G71 U0.5 R0.2; G71 P4 Q5; N4 G01 X11.14; Z-27.07; N5 X19.14 Z-49.76; G00 X30.0; G28 X0.0; G28 Z0.0; M02;
NUM Frezen G74 Scaling G77 Subroutine Call Program Voorbeeld
Contourdraaien met behulp van G72 Facing Cycle CNC Draaibank Voorbeeldprogramma
CNC machine
- CNC-programmeervoorbeeld met Fanuc G71 voordraaicyclus en G70
- CNC-programmeervoorbeeld draaibank
- CNC draaibank programmeervoorbeeld
- Fanuc CNC draaibank programmeervoorbeeld
- Conisch draaien met G90 modale draaicyclus – CNC-voorbeeldcode
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- Haas G71 voorbeeldprogramma
- G20 draaicyclus – CNC-draaibank Fanuc 21 TB
- G71 Longitudinale voorbewerkingscyclus Mazak CNC Basisprogrammeervoorbeeld
- Voorbeeldprogramma Sinumerik CYCLE81 Boorcyclus – CNC draaien
- Voorbeeldcode G71-draaicyclus voor ruw draaien – CNC-draaibankprogrammering