

Industriële fabricage
CNC machine
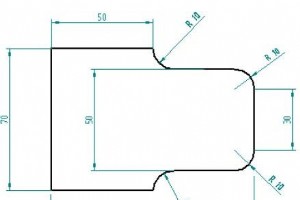
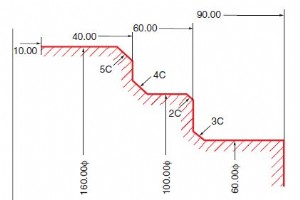
Ingezonden door:Brian Samenvatting Een eenvoudig en gemakkelijk te begrijpen voorbeeld van een cnc-draaibankprogramma om boogradius te bewerken met G02 G03 G-codes Tekening/Afbeelding CNC-programma N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S360 N15 G01 X30 F30 N20 G03 X50 Z-10 R10 N25 G01 Z-40 N30 G02 X
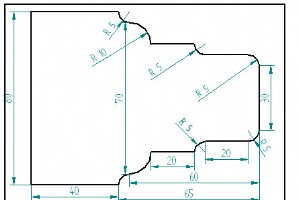
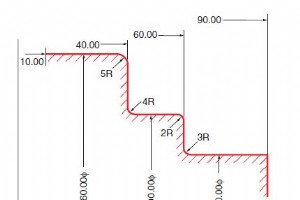
Ingezonden door:Brian Samenvatting Voorbeeldcode van een CNC-draaibankprogramma om meerdere boogradiussen op een onderdeel te bewerken. Tekening/Afbeelding CNC-programma N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G03 X40 Z-5 R5 N25 G01 Z-25 N30 G02 X50 Z-30 R5 N35 G01 Z-50 N40 G0

Sherline CNC G-codes M-codes complete lijst voor cnc-machinisten die werken aan Sherline cnc-frees/draaibank. Meer over Sherline CNC Uitleg hoofdonderdelen van Sherline CNC-draaibank Uitleg belangrijkste onderdelen Sherline CNC-frees Sherline G-codes G-code Functie G00 Snelle beweging (snelle

Sherline cnc-draaibankonderdelen en hun functies. Meer over Sherline CNC Sherline G-codes M-codes Uitleg belangrijkste onderdelen Sherline CNC-frees Hoofdonderdelen van Sherline CNC-draaibank
Sherline cnc frees (VMC) onderdelen en hun functies. Meer over Sherline CNC Sherline G-codes M-codes Uitleg hoofdonderdelen van Sherline CNC-draaibank Hoofdonderdelen van Sherline CNC-frees

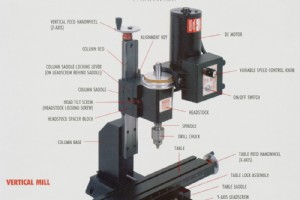
Sherline CNC-systeemcomponenten en verbindingen. Systeemcomponenten 1) 1-5/8″ handmatig handwiel2) Z-as stappenmotor3) Stappenmotorbevestiging4) Sherline verticale frees met standaard accessoires (Model 2000 molen afgebeeld)5) Backup Linux/EMC2 installatie-cd, Sherline-instructies-cd6) Y-as stapp

Dit artikel gaat over STOPRE Sinumerik 840D-programmaopdracht. Siemens Sinumerik 840D is een geavanceerde cnc-besturing. Een van de mogelijkheden van Sinumerik 840D cnc-besturing is dat Sinumerik 840D Pre-Process part programma-opdrachten voor het uitvoeren hen. Simpel gezegd leest de Sinumerik

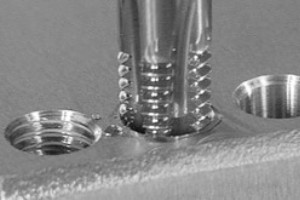
Om de een of andere reden raakte een van de kotterbaar op een cnc-draaibank volledig beschadigd, dus heb ik zojuist de beschadigde kotterbaar vervangen door een nieuwe. Hier ga ik het hele verhaal van gereedschapsvervanging vertellen. Eltro Pilot M Ik heb de kotterbaar op een van de CNC-machine FMS

Volledige G-codes M-codeslijsten voor Sodick Wire EDM met Mark 25 Mark 21 CNC-besturingen. Lijst met G-codes G-code Beschrijving G00 Rapid Motion (verschijnt als een stippellijn in afbeeldingen) G01 Snijbeweging in rechte lijn G02 Circulaire snijbeweging – met de klok mee (CW) G03 Circulaire s
Ingezonden door:Vikram Samenvatting CNC-programmavoorbeeld voor Sodick Wire Cutting EDM CNC-machines met Mark 21 / Mark 25 CNC-besturingen. Tekening/Afbeelding CNC-programma N005 G54 (SELECT COORDINATE SYSTEM A00)N010 G92 X.250 Y-.300 (SET PROGRAM ZERO)N015 G90 (SELECT ABSOLUTE MODE)N020 C411 (SEL
Okuma G75 C-afschuining Okuma G75 G Code wordt gebruikt om een scherpe rand af te schuinen. G75 is alleen effectief in de G01-modus. G75 is niet-modaal en alleen actief in het opgedragen blok. Okuma G75-programmering G75 X Z L Parameters Parameter Beschrijving X, Z coördinaten van snijpunten.
Okuma G76 Afronding Okuma G76 G-code wordt gebruikt voor het afronden van de scherpe rand. G76 is alleen effectief in de G01-modus. G76 is niet-modaal en alleen actief in het opgedragen blok. Okuma G76-programmering G76 X Z L Parameters Parameter Beschrijving X, Z coördinaten van snijpunten L S

Lijst met M-codes van Anilam 4200T voor cnc-programmeurs die werken aan CNC-draaimachines met Anilam 4200T CNC-besturingen. Wat is M-code (overige functie) M (diverse) codes Voert diverse (M) functies uit, zoals spil vooruit/achteruit/uit en koelvloeistof AAN/UIT. Anilam 4200T M-codes M-code Func
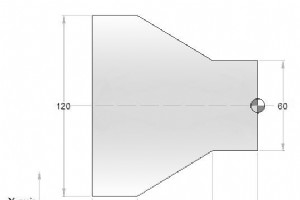
Voorbeeld GSK 980 TDc CNC-draaimachineprogramma dat illustreert hoe de G90-draaicyclus moet worden gebruikt,In dit CNC-programmavoorbeeld wordt de G90-draaicyclus twee keer gebruikt,de eerste G90-cyclus wordt gebruikt voor rechte afstemmingvervolgens de G90-cyclus wordt gebruikt voor conisch draaien
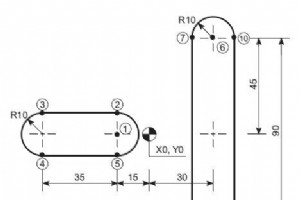
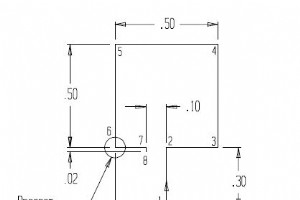
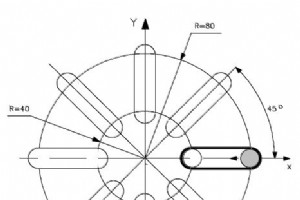
Test uw cnc-programmeervaardigheden door de juiste coördinaatwaarden voor de gegeven tekening in te voeren. CNC-programmeervaardigheidstest 1 Je score: Totaal :Juist :Onjuist :Percentage : Juiste antwoorden Punt X J 1 -15 0 2 -15 10 3 -50 10 4 -50 -10 5 -15 -10 6 30 45 7 20 45 8 20 -45
Dit CNC-programmavoorbeeld uit de Osai 10-serie laat zien hoe u Plane Rotation (ROT) met Repeat (RPT) en parametrische programmering gebruikt. Osai 10-serie CNC-programmavoorbeeld (UGS, X, -100, 100, Y, -100, 100)N148 (DIS, ...)N149 S1500 T5.5 M6N150 E25 =0N151 (RPT, 8)N152 ( ROT, E25)N153 G X40
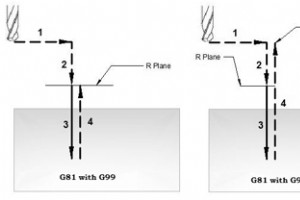
NCT G81 boorcyclus wordt gebruikt voor eenvoudige boor-/puntboorbewerkingen. Programmeren G17 G81 X... Y... Z... R... F.. L...G18 G81 Z... X... Y... R... F... L...G19 G81 Y... Z... X... R... F... L.. Parameters De volgende tabel X,Y,Z definities zullen werken voor G17 vlak, voor andere vlakken zull
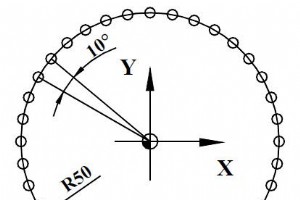
NCT-programmavoorbeeld om te laten zien hoe de G81-boorcyclus kan worden gebruikt om in een cirkel te boren met behulp van G15 G16 Polar Coordinate Commands en G81 Drilling Cycle. G-codes G-code Functie G15 Opdracht voor poolcoördinaten annuleren G16 commando voor poolcoördinaten G81 boren, puntk
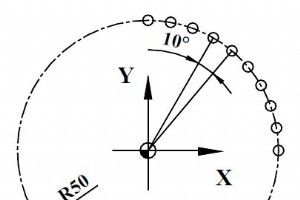
Voorbeeld van een NCT-programma om te laten zien hoe een deel van een cirkel moet worden geboord met G81-boorcyclus en G15 G16-commandos voor poolcoördinaten. G-codes G-code Functie G15 Opdracht voor poolcoördinaten annuleren G16 commando voor poolcoördinaten G81 boren, puntkottercyclus NCT-pr

Mazak Systeem / Aandrijving Alarmen Lijst met foutcodes voor MAZATROL MATRIX etc. Ga voor andere Mazak-alarmlijsten naar de volgende paginas. Mazak systeem/aandrijffout (nr. 1 – nr. 99, nr. 1000 – nr. 1099) Besturingsfout Mazak CNC-machine (nr. 100 – nr. 199, nr. 1100 – nr. 1199) Mazak PLC machi
CNC machine
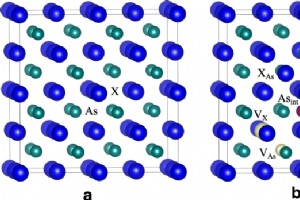
Eerste-principes studie van puntdefecten in GaAs/AlAs superrooster:de fasestabiliteit en de effecten op de bandstructuur en carriermobiliteit
Fanuc G84 Rigid Peck Tapping Cycle
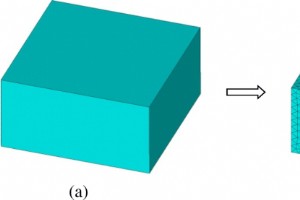
Efficiënte voorspelling en analyse van optische trapping op nanoschaal via eindige elementenscheur- en verbindingsmethode

Supervisor Onderhoud:Functieomschrijving, Taken, Vaardigheden, Salaris

