Aangepaste macro voor Fanuc-draaibank voor prikboren
Fanuc Peck Drilling-macro
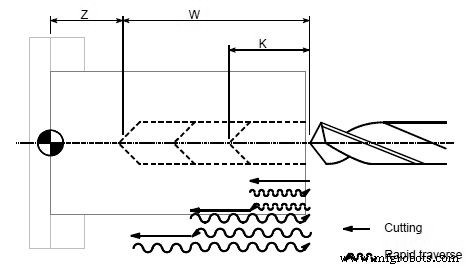
Verplaats het gereedschap vooraf langs de X- en Z-as naar de positie waar een boorcyclus begint. Specificeer Z of W voor de diepte van een gat, K voor de diepte van een snede en F voor de snijsnelheid om het gat te boren.
De volgende Custom Macro werkt op Fanuc cnc-besturingen zoals FANUC Series 30i/31i/32i-MODEL A
Programmeren
G65 P9100 Z K F
OF
G65 P9100 W K F