

Industriële fabricage
CNC machine

Fanuc 31i G-codelijst voor cnc-machinistenprogrammeurs die werken aan cnc-bewerkingscentra met Fanuc 30i 31i 32i cnc-besturingen. Fanuc CNC-besturingen De volgende lijst met g-codes is ook van toepassing op de volgende cnc-besturingen. Fanuc Serie 30i/300i/300is-MODEL A Fanuc Serie 31i/310i/310i

De Denford Mirac PC is een veelzijdig 2-assig CNC-bankdraaicentrum, ideaal voor alle niveaus van onderwijs en technische training.Hier vindt u de volledige lijst van Denford Mirac PC CNC-draaibank G &M-codes. Denford Mirac PC CNC-draaibank Mirac PC G-codelijst G-code Functie G00 Positionering (ij

Okuma M203 is een van de functies voor het verkorten van de bedrijfstijd.Opmerking: Gebruik M203 met zorg. Okuma M203 Turret ontklemcommando De NC ontklemt tegelijkertijd de revolver en zorgt ervoor dat de as beweegt na ontvangst van het M203-commando.Het M203-commando is alleen effectief als het i
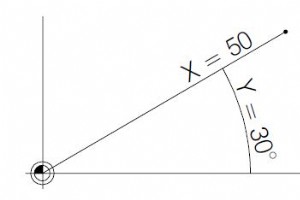
G15 Interpolatie van poolcoördinaten beëindigen G15 Interpolatie van poolcoördinaten beëindigen Programmeren G15 G16 Begin poolcoördinateninterpolatie G16 Start poolcoördinateninterpolatie Programmeren G16 Tussen G16 en G15 kunnen punten worden gedefinieerd door poolcoördinaten. De selectie van
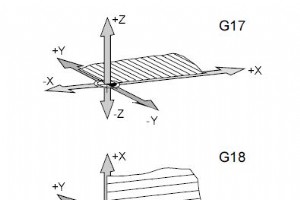
Fanuc G17 G18 G19 vlakselectie Met G17 G18 G19 wordt het vlak gedefinieerd waarin circulaire interpolatie en poolcoördinateninterpolatie kunnen worden uitgevoerd en waarin de freesradiuscompensatie wordt berekend.In de verticale as naar het actieve vlak wordt de gereedschapslengtecompensatie doorge
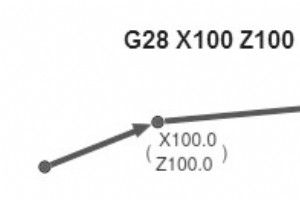
Fanuc G28 naderingsreferentiepunt Met G28 wordt het referentiepunt benaderd via een tussenpositie (X, Y, Z). Eerst is de verplaatsing naar X, Y en Z, daarna wordt het referentiepunt benaderd. Beide bewegingen vinden plaats met G00! De ploeg G92 wordt verwijderd. Programmeren N... G28 X... Y... Z.
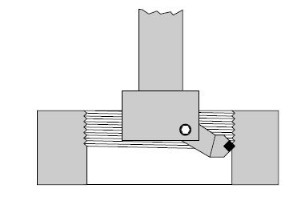
Fanuc G33 Draadsnijden Met een pasgereedschap (boorkop of kop) kan schroefdraad worden gesneden. Opmerkingen Voedings- en spiloverbruggingsschakelaar zijn niet actief tijdens G33 (100%). Programmeren N... G33 Z... F.. Parameters Parameter Beschrijving F Spoed [mm] Z Draaddiepte

G43 Gereedschapslengtecompensatie positief Met G43 kan een waarde uit het offsetregister (OFFSET) worden opgeroepen en opgeteld bij de gereedschapslengte.Bij alle volgende Z-bewegingen (met actief XY-vlak – G17) in het programma wordt deze waarde opgeteld. Programmeren N... G43 H... Voorbeeld N..
Aanleveren door:CNC-programmeur Samenvatting Haas hoekafronding en afschuiningVoor afschuiningen wordt C met de aangegeven lengte van de afschuining gebruikt.Voor radii a wordt R met de grootte van de aangegeven radius gebruikt.Het afschuinings- of hoekafrondingsblok kan worden ingevoegd tussen twe

ECS G81 standaard boren De cyclus Gegevensinvoer wordt geactiveerd, in MDI- en bewerkingsmodi, via deze toetsenreeks: Programmeren G81 <ENT=..> <RAP=..> <RAL=..> Parameters Parameter Beschrijving ENT Dieptequote bereikt bij werkende feed RAP Citaat snel bereikt aan het begin v
ECS G81/3 – 3 lagen boren Met deze cyclus is het mogelijk om gaten te boren die twee zones definiëren waar de boor zal bewegen met verschillende voedingen (normaal gesproken lager) dan degene die is geprogrammeerd met de F... instructie. De cyclus Gegevensinvoer wordt geactiveerd, in MDI- en bewer
ECS G82 Boren met Dwell voor spaanbreken Het enige verschil tussen deze cyclus en de standaard boor G81 is de dwell die wordt uitgevoerd door de bit nadat deze de Depth Quote (ENT) heeft bereikt om de chip te breken. De cyclus Gegevensinvoer wordt geactiveerd, in MDI- en bewerkingsmodi, via deze t
ECS G83 Diepboren met vrijmaken Deze cyclus wordt normaal gesproken gebruikt om diepe gaten te boren. De eerste boor zal de bit bereiken die is gedefinieerd met de parameter INI . Daarna gaat het snel terug naar de RAP citaat. De volgende keer gaat de bit vooruit van de entiteit gegeven door (INI +
ECS G83/r Diepboren met pauze voor spaanbreken De verschillen tussen deze cyclus en de diepborende G83 zijn: Aan het einde van elke boorstap wordt een dwell van TIM uitgevoerd seconden om de chip te breken. Aan het einde van de dwell wordt de bit niet snel naar de RAP verplaatst citeren maar begin
ECS G84 Tikken Deze cyclus wordt gebruikt om te tappen wanneer de spil van de freesmachine niet is uitgerust met een positietransducer. In dit geval wordt aangeraden ook een kraan met een mechanische compensator te gebruiken. Het is ook nodig om te verifiëren dat: Geprogrammeerde invoer [mm/min] =
ECS G85 boorcyclus Het enige verschil tussen deze cyclus en de standaardboring G81 is dat het gereedschap terugkeert naar RAL citaat wordt gedaan op werkende feed, tussen ENT en RAP , en bij snelle (G00 ) van RAP naar RAL . De cyclus Gegevensinvoer wordt geactiveerd, in MDI- en bewerkingsmodi, via
ECS G86 kotteren met spilstopcyclus Het enige verschil tussen deze cyclus en de standaardboring G81 is dat de spil de ENT citaat is gestopt Het zal alleen herstarten wanneer het gereedschap snel de RAL bereikt citaat. De cyclus Gegevensinvoer wordt geactiveerd, in MDI- en bewerkingsmodi, via deze
ECS G87 kotteren met terugtrekcyclus Deze cyclus verschilt van de Kotteren met spilstop G86 omdat in dit geval, wanneer het gereedschap de ENT citaat, de spil wordt niet alleen gestopt, maar in een specifieke positie georiënteerd (via de M19-functie), ontkoppeld met een beweging in X en Y en uitein
ECS G89 Boren met Dwell Cyclus Deze cyclus verschilt van de standaard uitboorcyclus G85 die het mogelijk maakt om een verblijftijd te programmeren (TIM sec) tussen de aankomst bij de KNO citeren, naar het begin van de beweging, gedaan bij werkende feed, om de RAP te bereiken citaat. De cyclus Ge

Osai 10 Series commando SSL wordt gebruikt met G96 om het maximale toerental in te stellen dat de spil mag draaien tijdens CSS. Programmeren SSL=value Parameters Parameter Beschrijving waarde Is een waarde die direct kan worden geprogrammeerd met een decimaal getal of indirect met een E-parameter
CNC machine





