


Afsteken van componenten met G75 cyclus CNC-draaibankprogramma
Ingezonden door:Vikram
Samenvatting
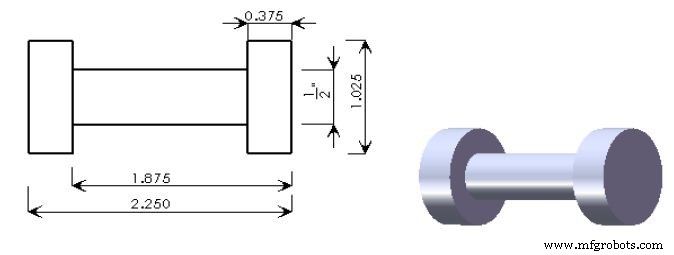
CNC-draaibankprogramma dat een lange groef in de x-as bewerkt met behulp van de G75-groefcyclus en vervolgens hetzelfde onderdeel maakt met de G75-groefcyclus.
Tekening/Afbeelding
CNC-programma
G90 G20 G18 G55; T0400 M06; S2000 M03; G00 Z0.0; X1.200; G01 X1.150 F3; G71 U0.020 R0.010; G71 P2 Q3 ; N2 G01 X1.025; Z-2.420; N3 X1.150; G28 X0.0; G28 Z0.0; T0200 M06; G57; G00 Z-0.500; X1.300; G01 X 1.025 F1.5 S1000; G75 R0.010; G75X 0.500 Z-1.875 P 0.020 Q0.100 R-0.0001 F1.5; G00 X1.2; Z-2.375; G01 X1.025; G75 R0.010; G75 X 0.0 P0.020 R-0.0001 ; G28 X0.0; G28 Z0.0; M30;
Contourdraaien met behulp van G72 Facing Cycle CNC Draaibank Voorbeeldprogramma
Aangepaste macro voor Fanuc-draaibank voor prikboren
CNC machine
- Draaibank Met CNC
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- Eenvoudig CNC-draaibankboren met Fanuc G74 Peck Drilling Cycle
- CNC Fanuc G75 groefcyclus
- Fanuc G75 Groefcyclus Eenregelig formaat
- Vlaksteken met G74 prikboorcyclus CNC-programmeerhandleiding
- G75 Voorgeprogrammeerde cyclus Grooving CNC-programmeervoorbeeld
- CNC G81 boorcyclusprogramma voorbeeld
- Boorroosterplaat met G81-boorcyclus – Voorbeeld van een CNC-programma
- G84 Voorbeeld van een CNC-tapcyclus
- G82 Voorgeprogrammeerde boorcyclus met Dwell CNC-freesvoorbeeldprogramma