Industriële fabricage
CNC machine
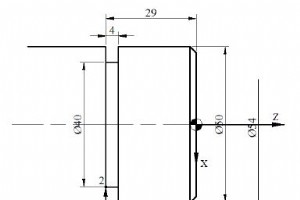
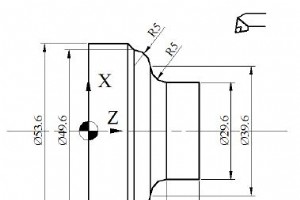
Ingezonden door:Brian Samenvatting Dit cnc-draaibankprogramma laat zien hoe u een groef maakt in de X-as.Tekenen laat ook zien hoe het groefgereedschap met het programma beweegt. Tekening/Afbeelding CNC-programma %N10 T08 M06N20 G96 S80 G95 F0.05 M03N30 G00 X54 Z-29 M08N40 G01 X40N50 G00 X60N60 G0
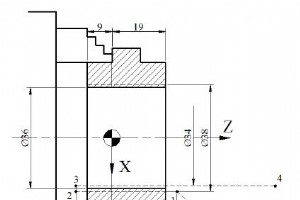
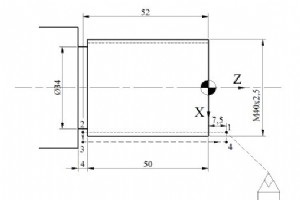
Inzenden door:BEATA Samenvatting Zeer eenvoudig en eenvoudig cnc-programmavoorbeeld dat laat zien hoe een eenvoudig cnc-draaibankprogramma kan worden gemaakt om een component te boren.Hetzelfde programma kan ook worden gebruikt om kaken te boren.Alle gereedschapsbewegingen worden genoemd in de te
Aanleveren door:cnc programmeur Samenvatting Eenvoudig voorbeeld van een cnc-draaibankprogramma om te laten zien hoe een cnc-draaibankprogramma kan worden gemaakt om een eenvoudige contour met een radius erin te draaien.Meerdere diameters worden gesneden en zowel met de klok mee als tegen de klok
Ingezonden door:Brian Samenvatting Een heel eenvoudig cnc-draaibankprogramma om schroefdraad op een onderdeel te snijden.Dit programma gebruikt G33 Threading G-Code om schroefdraad te snijden.Er is hier slechts één snede geprogrammeerd, u kunt zoveel sneden toevoegen als nodig is afhankelijk van uw
Conversietabel van inches naar mm voor cnc-bewerkers om hun werk te vergemakkelijken. Inches naar MM-conversietabel 0”+ =mm 1”+ =mm 2”+ =mm 3”+ =mm 4”+ =mm 1/64 0,397 0 25.400 0 50.800 0 76.200 0 101.600 1/32 0,794 1/64 25.797 1/64 51.197 1/64 76.597 1/64 101.997 3/64 1.191 1/32 26.194 1/32 51.

Mori Seiki NMV Programmeren van G-codes en M-codes complete lijsten voor cnc-machinisten-programmeurs die werken aan Mori Seiki-bewerkingscentra. Afbeelding:HEINZ BAUMGARTNER AG Deze G- en M-codes zijn van toepassing op de volgende Mori Seiki-modellen met onderstaande NC-eenheden. Model NMV150
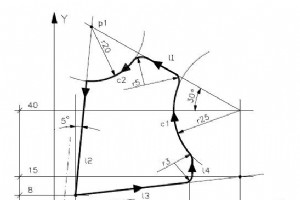
Osai GTL-programmeervoorbeeld voor cnc-machinisten die werken aan cnc-machines met cnc-besturingen uit de Osai 10-serie. Osai GTL-programmeervoorbeeld N1 (DIS,EXAMPLE GTL)N2 l1=X70Y40,a150N3 l2=X8Y8,a-95N4 p1=l1,l2N5 l3=X8Y8,X70Y15N6 l4=X50Y,a90N7 c1=I70J40 r-25N8 c2=p1,r-20N9 F250 S800 T1.1 M6M3N
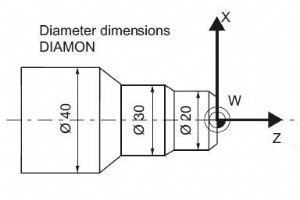
Sinumerik DIAMOF, DIAMON, DIAM90 CNC-draaibank X-as (dwarsas) is geprogrammeerd als diametermaatvoering. Indien nodig kan in het programma worden omgeschakeld naar radiusmaatvoering. DIAMOF ; Radius dimensioningDIAMON ; Diameter dimensioningDIAM90 ; Diameter dimensioning for G90 and ; Radius dime

WinNC EMCO WinNC geeft cnc-bedieners/programmeurs/studenten de mogelijkheid om meerdere cnc-besturingssoftware op één pc/laptop te installeren, zodat ze kunnen worden getraind in alle CNC-industriebesturingen die gangbaar zijn op de markt.Tot negen verschillende cnc-besturingen bedieningselementen

EMCO WinNC GE-serie Fanuc 0-MC programmering G-codes / M-codes complete lijsten. G-codes G-code Beschrijving G00 Positionering (ijlgang) G01 Lineaire interpolatie G02 Circulaire interpolatie met de klok mee G03 Circulaire interpolatie tegen de klok in G04 Dwell G09 Exacte stop G10 Gegevensi

EMCO WinNC SINUMERIK 810/820 T Draaien programmeren G-codes / M-codes / Cycli complete lijsten. G-codes G-code Beschrijving G00 Positionering (ijlgang) G01 Lineaire interpolatie G02 Circulaire interpolatie met de klok mee G03 Circulaire interpolatie tegen de klok in G04 Dwell G09 Exacte halte

EMCO WinNC SINUMERIK 810/820M Freesprogrammering G-codes / M-codes / Cycli complete lijsten. G-codes G-code Beschrijving G00 Glijbaan G01 Lineaire interpolatie G02 Circulaire interpolatie met de klok mee G03 Circulaire interpolatie tegen de klok in G04 Dwell G09 Exacte stop bloksgewijs G10

EMCO WinNC Heidenhain TNC 426 Conversatieprogrammering M-codes volledige lijst. M-codes M-code Beschrijving M0 Geprogrammeerde stop M1 Optionele stop (programma stop alleen met optionele stop) M2 Einde programma M3 Spindel AAN met de klok mee M4 Spindel AAN tegen de klok in M5 Spindel UIT M

EMCO WinNC GE-serie Fanuc 21 TB programmering G-codes / M-codes / complete lijsten van cycli. G-codes G-code Beschrijving G00 Positionering (ijlgang) G01 Lineaire interpolatie (feed) G02 Circulaire interpolatie met de klok mee G03 Circulaire interpolatie tegen de klok in G04 Dwell G7.1 Cilin

EMCO WinNC GE-serie Fanuc 21 MB programmering G-codes / M-codes complete lijsten. G-codes G-code Beschrijving G00 Positionering (ijlgang) G01 Lineaire interpolatie G02 Circulaire interpolatie met de klok mee G03 Circulaire interpolatie tegen de klok in G04 Dwell G09 Exacte stop G10 Gegevens

EMCO WinNC GE-serie Fanuc 0-TC programmering G-codes / M-codes complete lijsten. G-codes G-code Beschrijving G00 Positionering (ijlgang) G01 Lineaire interpolatie (feed) G02 Circulaire interpolatie met de klok mee G03 Circulaire interpolatie tegen de klok in G04 Dwell G7.1 Cilindrische inter
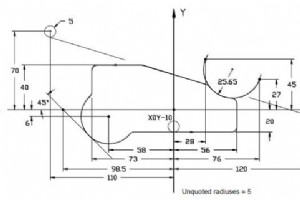
Inzenden door:BEATA Tekening/Afbeelding CNC-programma N1 [PROFILE 1N2 $1M0X-93.1I63.5Y-40.5J59.5N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I3N8 Z100RN9 X0Y-10RN10 Z2RN11 Z-10N12 G41K2N13 G13Y-20J0N14 G21I5N15 G13X56J90N16 G21N17 E1=G20X76Y27,G21I-25.65,G20X28Y45N18 E1N19 G21I5N20 G10X120Y0I-5N21 G11X-110

Inzenden door:BEATA Tekening/Afbeelding CNC-programma N1 [PROFILE 2N2 $1M0X-82.9I125.Y-63.9J69.1N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I2N8 Z100RN9 X35Y25RN10 Z2RN11 Z-10N12 G41K2N13 G13Y15J0N14 G21I-20N15 E1=G13X105Y-10J-30N16 E1N17 E2=G13Y-25X0J180N18 E3=E1,G13X105Y0J-90,E2N19 E3N20 E2N21 G21I2.5N2
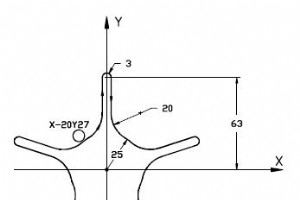
Ingezonden door:Brian Tekening/Afbeelding CNC-programma N1 [PROFILE 3N2 $1M0X-105.I103.Y-63.7J69.3N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X-20Y27RN9 Z2RN10 Z-10N11 G49I2N12 G41K2N13 L=1N14 G20X0Y0I-25N15 G21I10N16 G13X-3J90N17 G20X0Y63I-3N18 G13J-90N19 G21N20 G51J-72IN21 L1K4N22 G51J0N23 G50N24 G
Fagor 8070 programmering G-codes / M-codes complete lijsten. Fagor 8070 M Frezen G-codes G-codes Beschrijving G00 Rapid traverse. G01 Lineaire interpolatie. G02 Circulaire (spiraalvormige) interpolatie met de klok mee. G03 Cirkelvormige (spiraalvormige) interpolatie tegen de klok in. G04 Dwel
CNC machine