Industriële fabricage
CNC machine

Foutenlijst Mazak CNC-machinebesturing voor MAZATROL MATRIX etc. Ga voor andere Mazak-alarmlijsten naar de volgende paginas. Mazak systeem/aandrijffout (nr. 1 – nr. 99, nr. 1000 – nr. 1099) Besturingsfout Mazak CNC-machine (nr. 100 – nr. 199, nr. 1100 – nr. 1199) Mazak PLC machinebesturingsfout

Foutenlijst Mazak CNC-schermbediening voor MAZATROL MATRIX etc. Bezoek de volgende paginas voor andere Mazak-alarmlijsten. Mazak systeem/aandrijffout (nr. 1 – nr. 99, nr. 1000 – nr. 1099) Besturingsfout Mazak CNC-machine (nr. 100 – nr. 199, nr. 1100 – nr. 1199) Mazak PLC machinebesturingsfout ( Nr

Makino Professional 3 CNC-besturing (Makino Pro 3) G-codelijst voor cnc-bewerkers die werken aan CNC-machines met Makino Pro 3 (Fanuc 16i/18i) CNC-besturingen. Makino Pro 3 G-code G-code Functie G00 Snelle positionering G01 Lineaire interpolatie (voedingssnelheid) G02 Circulaire/spiraalvormige

Makino Professional 3 CNC-besturing (Makino Pro 3) M-codelijst voor cnc-bewerkers die werken aan CNC-machines met Makino Pro 3 (Fanuc 16i/18i) CNC-besturingen. Makino Pro 3 M-codes Standaard M-codes M-code Beschrijving M000 Programmastop M001 Optionele stop M002 Einde van programma M003 Spinde

Volledige lijst met Fadal-foutmeldingen en noodfoutcodes voor het oplossen van problemen met Fadal CNC-machines Fadal-foutmeldingen Absolute modus vereist bij N = De CNC moet tijdens alle tasterfuncties in de G90-modus (absoluut) staan. De sondefunctie L9101 is geprogrammeerd in de G91-modus (inc

Fadal PLC-alarmenlijst / PLC-berichten voor Fadal-bewerkingscentra (GE FANUC 0i MC CNC-besturingen). PLC-alarmen ALARM BESCHRIJVING 1002 STORING DUBBELE DEURSCHAKELAAR 1003 M02 ENERGIEBESPAAR, RESETTEN OM TE WISSEN 1005 DEUR OPEN, MDI TOOL CHG ALRM 1016 LEVENSDUUR EINDE VERVANG GEREEDSCHAP EN

Fadal G-codes M-codes Vaste subroutines etc. voor cnc-machinisten die aan Fadal VMCs werken. G-codes G-code Beschrijving G0 Snel reizen G1 Lineaire interpolatie G2 Circulaire interpolatie (met de klok mee) G3 Circulaire interpolatie (tegen de klok in) G4 Dwell P=Tijd in millisecondenOok:niet-

Fanuc 0i / 0i Mate-alarmcodes voor CNC-bedieners. Fanuc 0i Alarmen Programmafouten (P/S-alarm) Programmafouten / Alarmen op programma en werking (P/S-alarm) 0 SCHAKEL DE STROOM UIT 1 E PARITEITSALARM 2 TV-PARITEITSALARM 3 TE VEEL CIJFERS 4 ADRES NIET GEVONDEN 5 GEEN GEGEVENS NA ADRES 6 ILLEGAAL
GSK 980 TDc-programmavoorbeeld, dit cnc-programmavoorbeeld gebruikt G02 G03 circulaire interpolatie G-codes.CNC-programma laat zien hoe twee bogen kunnen worden samengevoegd in een GSK 980 TDc cnc-programma. GSK 980 TDc-programmeervoorbeeld Program: O0001N001 G0 X40 Z5; (Rapidly traverse)N002 M03

Citizen Cincom E32 IV G-codes &M-codes voor cnc-machinistenprogrammeurs. G-codes G-code Functie G00 Snelle invoer G01 Lineaire interpolatie G02 Circulaire interpolatie (met de klok mee) G03 Circulaire interpolatie (tegen de klok in) G04 Dwell G28 retour referentiepunt G32 Draadsnijden G50

Het volgende is een lijst met de adrescodes die worden gebruikt bij het programmeren van de Haas Mill. Een roterende beweging van de vierde as (Instelling 30, 34, 48, 108)Het A-adresteken wordt gebruikt om beweging voor de optionele vierde A-as te specificeren. Het specificeert een hoek in graden
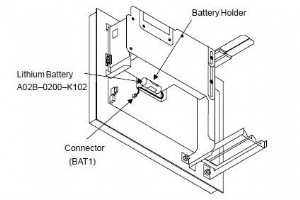
Fanuc-serie 15i 150i Fanuc-methode voor het vervangen van batterijen De tijd tussen het loskoppelen van de kabel van de oude batterij en het aansluiten van de kabel van de nieuwe batterij moet korter zijn dan 5 minuten. BIOS-instellingen worden niet gewist als onderstaande procedures correct worden
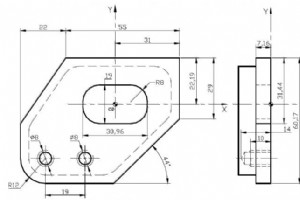
Compleet programma voorbeeld voor NUM CNC draaimachines, in dit cnc programma wordt eerst de buitencontour gedraaid en daarna wordt er een groef gefreesd met een apart gereedschap. NUM CNC-draaibank G-codes NUM CNC-draaibank MCodes NUM 760 T programmavoorbeeld %159N1 (AXE)N10 G90 G71 G80 G40 G92
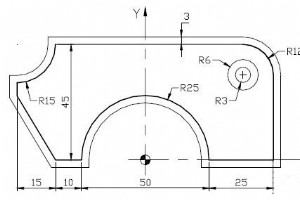
NUM CNC-freesprogramma Voorbeeld Buitencontoursnijden met doorboren en verzinken tot een diepte van 5 mm. NUM Voorbeeld CNC-freesprogramma %358N1 (BRIDE)N10 G90 G71 G80 G40N20 G0 G52 Z0(Contour)N30 T4 D4 M6N40 G97 S345N50 G94 F110N60 G0 X62 Y-18N70 Z-5 M3 M41N80 G1 G42 X50 M8N85 G1 Y33N90 G3 X38 Y
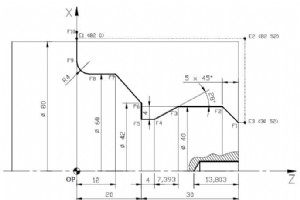
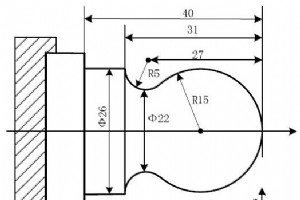
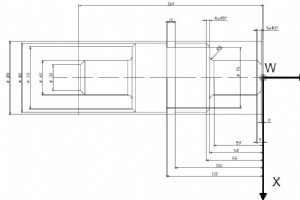
Inzenden door:BEATA Samenvatting NUM CNC-draaibankprogrammavoorbeeld dat het gebruik van NUM cnc-cycli laat zien,G64 Turn/Face-voorbewerkingscyclusG65 Groef-voorbewerkingscyclusG87 Boorcyclus met spaanbrekenMeerdere gereedschappen worden gebruikt om deze hele cnc-bewerking te voltooien. Tekening/Af
Inzenden door:BEATA Samenvatting Voorbeeld van een NUM CNC-freesprogramma dat de werking van veel NUM-cycli laat zien, zoals G45 Simple Pocket-cyclus enz.Volgende NUM G-Codes-cycli worden gebruikt in dit cnc-programmavoorbeeld G45 Eenvoudige kamercyclusG71 Metrische gegevensinvoerG81 Boorcyclus ce
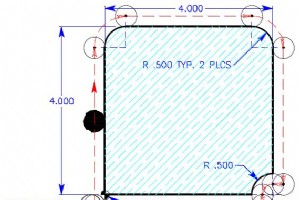
Haas CNC Frezen Circulaire Interpolatie Programmering uitleg met cnc-voorbeeldprogrammas, deze voorbeelden laten zien hoe IJK of R kan worden gegeven in cnc-programma tijdens het programmeren van Circulaire Interpolatie met G02 G03 G-codes. Haas circulaire interpolatie Waarom IJK gebruiken als R gem
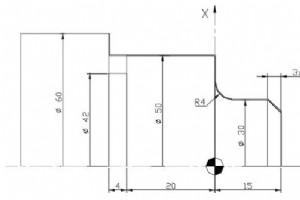
Aanleveren door:CNC-programmeur Samenvatting Programmeervoorbeeld CNC-draaibank, in dit programmeervoorbeeld worden voor de X-as geen diameterwaarden gebruikt, maar worden radiuswaarden gebruikt om te programmeren. In de modus Radius/maatvoering zijn de X-asbewegingen op een draaibank de afstand v
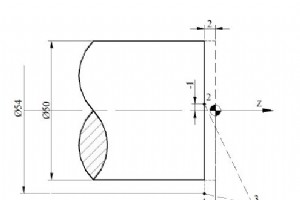
Ingediend door:Machinist Samenvatting Eenvoudig cnc-draaiprogramma om te laten zien hoe een onderdeel met een gereedschap kan worden bewerkt.Dit toont ook de gereedschapsbewegingen. Tekening/Afbeelding CNC-programma %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00 X54 Z-2
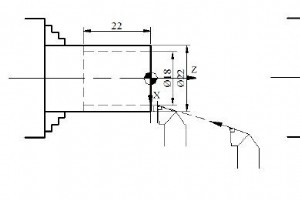
Ingezonden door:Brian Samenvatting Zeer eenvoudig cnc-programma om te laten zien hoe een zeer eenvoudig cnc-draaibankprogramma kan worden gemaakt om een diameter te draaien.Dit toont ook de gereedschapsbewegingen. Tekening/Afbeelding CNC-programma %N10 T104 M06N20 G97 S2000 G95 F0.1 M03N30 G00 X
CNC machine