Industriële fabricage
CNC machine
Osai UGS (UCG) – Gebruik grafische schaal (machineplot) Osai 10 Series UGS-opdracht initialiseert de grafische weergave en stelt de limieten en de oriëntatie van de grafische weergave vast. Programmeren (UGS [,ax-orient],abs-axis,val1,val2,ord-axis,val3,val4 [,third-axis]) Parameters Parameter Besc

Osai CGS (CLG)-opdracht De opdracht Osai CGS wist het profiel van het scherm en verlaat het coördinatenstelsel. Programmeren (CGS)
Osai DGS (DCG)-opdracht De opdracht Osai DGS schakelt de grafische weergave uit, verwijdert het weergegeven profiel en verwijdert het coördinatenstelsel van het scherm. Na gebruik van het DGS-commando moet u een ander UGS-commando gebruiken om de grafische weergave opnieuw te initialiseren. Program
Osai DIS-opdracht Met het Osai DIS-commando kunnen waarden aan de operator worden weergegeven. De besturing toont de waarde in het schermgebied dat is gereserveerd voor communicatie met de operator. Programmeren (DIS,operand [,operand ] [,operand] [,operand] [,operand ]) Parameters Parameter Beschr
Opmerkingen in Anilam-programmas In Anilam kan de CNC-programmeur een asterisk (*) gebruiken om opmerkingen te maken binnen een programmalijst of om een blok of een deel van een blok voor de CNC te maskeren.Wanneer een asterisk voor een reeks tekst wordt geplaatst, negeert de CNC alle de tekst aa
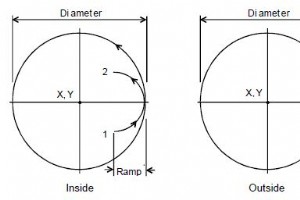
G171 Circulaire profielcyclus Anilam G171 Circulaire profielcyclus ruimt het binnen- of buitenprofiel van een bestaande cirkel op. Programmeren G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn Parameters Parameter Beschrijving X X-coördinaat van het middelpunt. Standaard:huidige positie. Optioneel. J
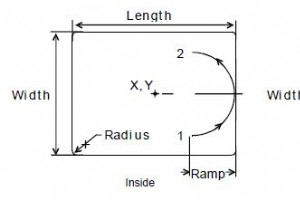
Anilam G172 rechthoekige profielcyclus De Anilam G172 rechthoekige profielcyclus ruimt het binnen- of buitenprofiel van een rechthoek op. Programmeren G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn Parameters Parameter Beschrijving X X-coördinaat van het middelpunt. Als er geen coördinaat wordt
Okuma G73 hoge snelheid diepgatboorcyclus G73 Diepgatboorcyclus met hoge snelheid Programmeren G73 X__Y__Z__R__P__Q__F__ Parameters Parameter Beschrijving X,Y Coördinaatwaarden van gatpositie Z Onderste niveau gatIn G90-modus: Positie in het geselecteerde coördinatensysteem In G91-modus: Afst
Okuma G74 omgekeerde tapcyclus G74 Omgekeerde tapcyclus Programmeren G74 X__Y__Z__R__P__Q__F__ Parameters Parameter Beschrijving X,Y Coördinaatwaarden van gatpositie Z Onderste niveau gatIn G90-modus:Positie in het geselecteerde coördinatensysteemIn G91-modus:Afstand vanaf punt R-niveau R Punt R
Okuma G76 fijnboorcyclus G76 Fijnkottercyclus Programmeren G76 X__Y__Z__R__Q__(I__J__) P__F__ Parameters Parameter Beschrijving X,Y Coördinaatwaarden van gatpositie Z Onderste niveau gat R Punt R-niveau Q Verschuivingsbedrag (Zie de uitleg hieronder.) I,J Verschuivingsbedrag (Zie de uitleg hie
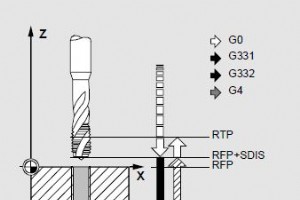
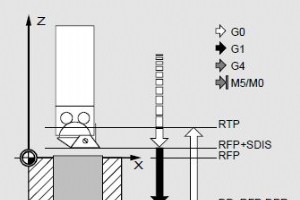
Sinumerik CYCLE84 Starre tapcyclus CYCLE84 produceert getapte gaten zonder een zwevende taphouder te gebruiken.CYCLE84 kan alleen worden toegepast als de spil die bestemd is voor het boren in staat is om te werken in de positiegestuurde spilmodus. Programmeren CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB,
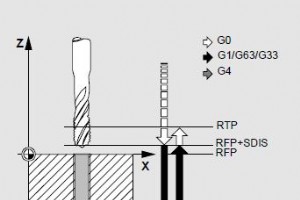
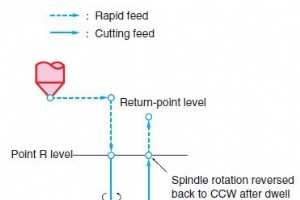
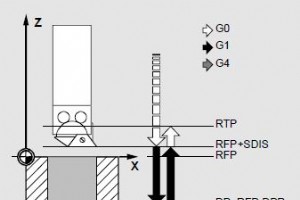
Sinumerik CYCLE840 Tappen met zwevende kraanhouder Met Sinumerik CYCLE840 cycle kunnen tapgaten worden gemaakt met zwevende taphouder zonder encoder met coderingsprogramma. Voor tappen zonder zwevende taphouder (star taping) wordt CYCLE84 gebruikt. Programmeren CYCLE840 (RTP, RFP, SDIS, DP, DPR,
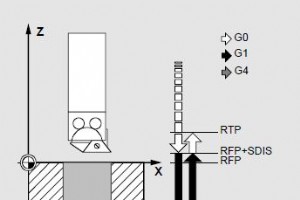
Sinumerik CYCLE85 Boring 1 In de CYCLE85-cyclus Boor 1 worden de in- en uitbewegingen uitgevoerd met een voedingssnelheid die moet worden gespecificeerd onder de relevante parameters. Programmeren CYCLE85 (RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF) Parameters Parameter Beschrijving RTP Retourvlak (
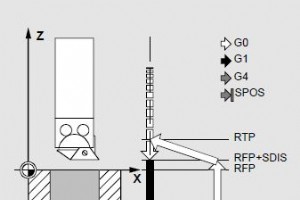
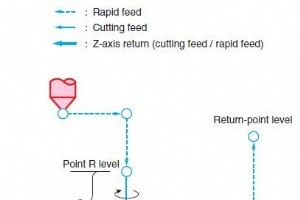
Sinumerik CYCLE86 Boring 2 In de cyclus CYCLE86 Boring 2 wordt bij het bereiken van de boordiepte een georiënteerde spilstop uitgevoerd. Vervolgens verplaatst het gereedschap zich in ijlgang naar de geprogrammeerde terugloopposities en vandaar naar het terugtrekvlak. Cyclus CYCLE86 kan alleen word
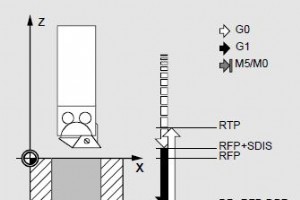
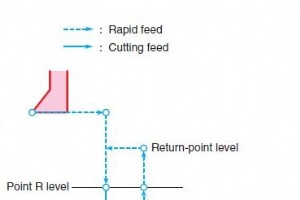
Sinumerik CYCLE87 Boring 3 In de Sinumerik CYCLE87-cyclus Boor 3 wordt bij het bereiken van de definitieve boordiepte een spilstop zonder oriëntatie uitgevoerd, gevolgd door een geprogrammeerde stop. Door op de toets NC-start te drukken, wordt de opwaartse beweging in ijlgang voortgezet totdat het
Sinumerik CYCLE88 Boring 4 In de Sinumerik CYCLE88-cyclus Boring 4 wordt bij het bereiken van de eindboordiepte een verblijftijd in combinatie met een spilstop zonder oriëntatie en een geprogrammeerde stop uitgevoerd. Door op de toets NC-start te drukken, wordt de beweging naar boven in ijlgang uit
Sinumerik CYCLE89 Boring 5 In de cyclus Sinumerik CYCLE89 Boring 5 worden de bewegingen naar binnen en naar boven uitgevoerd met de F-waarde die voor de cyclusoproep is geprogrammeerd. Bij het bereiken van de uiteindelijke boordiepte kan een verblijftijd worden toegepast. Programmeren CYCLE89 (RTP,

Osai GTL (GEOMETRISCHE PROGRAMMERING OP HOOG NIVEAU) Osai 10-serie CNC-systemen maken het mogelijk om een geometrisch profiel op het vlak te programmeren met behulp van de standaard programmeertaal (G1-G2-G3) of GTL, een programmeertaal op hoog niveau. Osai GTL maakt het mogelijk om met de infor
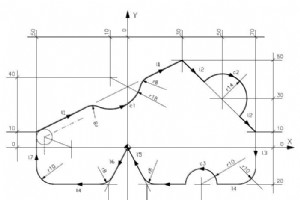
Osai 10 Series Programmeervoorbeeld met Osai GTL (programmeertaal op hoog niveau). Osai GTL-programmeervoorbeeld N1 (DIS,EXAMPLE GTL)N2 l1=X-50Y10,X30Y50N3 l2=X30Y50,X70Y10N4 l3=X70Y0,a-90N5 l4=X=Y-20,a180N6 l5=X10Y-20,X0Y0N7 l6=X0Y0,X-10Y-20N8 l7=X-50Y0,a90N9 c1=I-10J40r18N10 c2=I50J30r-14N11 c3=
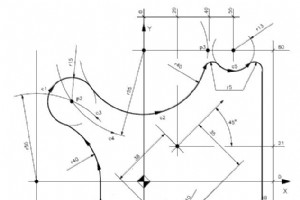
Met de Osai 10-serie kunnen programmeurs cnc-programmas maken met behulp van de standaard programmeertaal (G1-G2-G3) of GTL, een programmeertaal op hoog niveau (GTL).Hier is een compleet Osai GTL-programmeervoorbeeld. Voorbeeld van Osai CNC GTL-programma N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3
CNC machine