


CNC-freesprogramma Oefening Zijfrezen Boren Sleuffrezen
Inzenden door:BEATA
Samenvatting
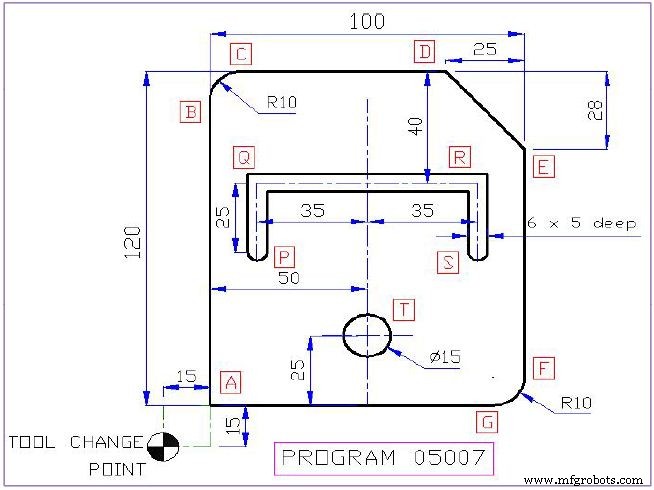
Q. Schrijf een CNC-onderdeelprogramma voor de getoonde figuur
Neem voor zijfrezen een toerental van 1200 tpm en een voeding van 100 mm/min
Voor het boren van gaten een toerental van 1200 tpm en een voeding van 80 mm/min
Neem voor sleuffrezen een toerental van 1200 tpm en een voeding van 120 mm/min
Neem de gatdiameter als 15 mm
Gebruik het absolute coördinatensysteem.
Oplossing:
Bedieningsvolgorde:
1 Stel referentiepunt, coördinatensysteem, gereedschap in, voer voeding &snelheidswaarde in
2 Stel frees in voor radiuscompensatie linker offset
3 stel gereedschap in op A, start spil en geef neer voeding (-Z-richting)
4 ga verder met het zijfrezen en stop de spil bij A
5 Verplaats het gereedschap naar het referentiepunt en stel het gereedschap in voor sleuffrezen
6 Verplaats het gereedschap naar P, start de spil &voer omlaag
7 Ga verder met het frezen van sleuven en stop de spil bij S
8 Verplaats het gereedschap naar het referentiepunt en stel het gereedschap in om te boren
9 Verplaats het gereedschap naar P, start de spil en snijdiepte volledig uit
10 Beweeg het gereedschap omhoog en stop de spil.
11 Breng het gereedschap terug naar het referentiepunt.
12 Einde van het programma
Tekening/Afbeelding
CNC-programma
05007 N001 G71 G90 (Set dimension type mm, set absolute co-ordinate system) N002 G92 X-15.0 Y-15.0 Z0.0 T01 F100 S1200 (Set reference point -15, -15, 0. Tool T01 side milling tool. Feed 100mm/rev, spindle speed 1200 rpm) N003 G41 G00 X0.0 Y0.0 Z2.0 (Cutter radius compensation left ON, move the tool at A & give clearance of 2mm before starting spindle rotation) N004 G01 Z-15.0 M03 (Start the spindle. Move tool down i.e. at Z direction for cut with feed here M03 will execute first) N005 G01 X0.0 Y110.0 (Go to B linearly) N006 G02 X10.0 Y120.0 R10.0 (Go to C with clockwise circular interpolation with radius = 10) N007 G01 X75.0 (Go to D linearly) N008 G01 X100.0 Y92.0 (Go to E linearly) N009 G01 Y10.0 (Go to F linearly) N010 G02 X90.0 Y0.0 R10.0 (Go to G with clockwise circular interpolation with radius = 10) N011 G01 X0.0 (Go to A linearly) N012 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation here M05 will execute last.) N013 G40 G00 X-15.0 Y-15.0 (Cutter radius compensation OFF. Move tool to reference set point.) N014 M06 T02 F120 (Change the tool & use tool T02 - here for slot mill tool with dia 6mm. Set feed as 120mm/rev.) N015 G00 X15.0 Y55.0 (Move tool to 'P' rapidly.) N016 G01 Z-5.0 M03 (Start the spindle. Move tool 5mm down i.e. at Z direction for cut with feed - here M03 will execute first) N017 Y80.0 (Go to Q linearly.) N018 X85.0 (Go to R linearly.) N019 Y80.0 (Go to S linearly.) N020 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N021 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N022 M06 T03 F80 (Change the tool & use tool T03 - here for drill bit with dia 15mm. Set feed as 80mm/rev.) N023 G00 X50.0 Y25.0 (Move tool to 'T') N024 G01 Z-20.0 M03 (Go down 20mm for assuring full depth of hole.) N024 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N025 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N026 M30 (Stop the program)
CNC machine
- Hoe gebruik je een CNC-freesmachine?
- Gids voor het oplossen van problemen met frees en frezen
- Bulkmateriaalverwijdering CNC-freesstrategie
- Hoe nauwkeurigheid en precisie bij CNC-frezen te garanderen?
- CNC verticale molen
- CNC frees nodig?
- G81 boren voorgeprogrammeerde cyclus CNC freesprogramma voorbeeld
- CNC G81 boorcyclusprogramma voorbeeld
- Voorbeeldprogramma CNC-frezen
- Sleuffrezen een voorbeeld van een CNC-programmavoorbeeld
- Vul de blanco CNC-programmeerfreesoefening in