


CNC-draaioefening met G71-draaicyclus
Ingezonden door:Vikram
Samenvatting
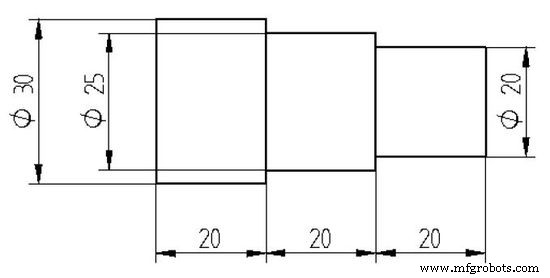
Schrijf een ISO-programma voor stapsgewijze draaibewerkingen van het in de afbeelding getoonde onderdeel met behulp van voorgeprogrammeerde cycli. De diameter van het werkstuk =30 mm
Tekening/Afbeelding
CNC-programma
N0 G90 F0.5 S1200 T0101 M03 N10 G00 X30 Z2 N11 G71 U0.5 R0.5 N12 G71 P30 Q80 U0.05 W0.05 N30 G01 X20 Z0 N40 G01 X20 Z-20 N50 G01 X25 Z-20 N60 G01 X25 Z-40 N70 G01 X30 Z-40 N80 G01 X30 Z-60 N100 G28 U0 W0 N110 M05 M30
CNC draaibank programma oefening voor beginners G71 draaicyclus
CNC-freesprogramma Oefening Zijfrezen Boren Sleuffrezen
CNC machine
- CNC Fanuc G73 patroonherhalingscyclus CNC-programmavoorbeeld
- CNC-programmeervoorbeeld met Fanuc G71 voordraaicyclus en G70
- Conisch draaien met G90 modale draaicyclus – CNC-voorbeeldcode
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- G90 draaicyclus
- G71 Ruwe draaicyclus Eenregelig formaat
- G20 draaicyclus – CNC-draaibank Fanuc 21 TB
- G71 Longitudinale voorbewerkingscyclus Mazak CNC Basisprogrammeervoorbeeld
- Anilam G-codes – 4200T CNC-besturingen voor draaien
- Voorbeeldprogramma Sinumerik CYCLE81 Boorcyclus – CNC draaien
- Voorbeeldcode G71-draaicyclus voor ruw draaien – CNC-draaibankprogrammering