


Osai 10-serie CNC-programmavoorbeeld
Dit CNC-programmavoorbeeld uit de Osai 10-serie laat zien hoe u Plane Rotation (ROT) met Repeat (RPT) en parametrische programmering gebruikt.
Osai 10-serie CNC-programmavoorbeeld
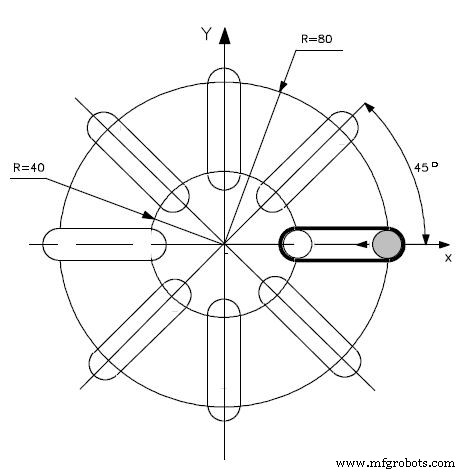
(UGS, X, -100, 100, Y, -100, 100) N148 (DIS, " ...") N149 S1500 T5.5 M6 N150 E25 =0 N151 (RPT, 8) N152 ( ROT, E25) N153 G X40 Y M3 N154 Z0 N155 G29 G1 Z-10 F150 N156 X80 F200 N157 Z-18 F150 N158 X40 N159 G Z0 N160 E25 =E25 + 45 N161 (ERP) N162 (ROT, 0)
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- Fanuc CNC-programmavoorbeeld
- CNC G81 boorcyclusprogramma voorbeeld
- Fanuc G94 Facing Cycle CNC-voorbeeldprogramma
- Sleuffrezen een voorbeeld van een CNC-programmavoorbeeld
- G84 Voorbeeld van een CNC-tapcyclus
- Siemens Sinumerik freesprogrammeervoorbeeld
- Quincunx een voorbeeld van een CNC-plasmasnijcontrollerprogramma
- Boog frezen met G2 I &J CNC-programmavoorbeeld
- Voorbeeld CNC zakfreesprogramma – Peck Milling
- Heidenhain Conversational CNC-programmavoorbeeld voltooid