


Fanuc G84 Rigid Peck Tapping Cycle
Het tappen van een diep gat in de rigide tapmodus kan moeilijk zijn vanwege spanen die aan het gereedschap blijven kleven (tappen) of verhoogde snijweerstand.
Peck Rigid Tapping
Om dergelijke tapbewerkingen voor diepe gaten gemakkelijk te maken voor CNC-bedieners, is er een cyclus op Fanuc cnc-besturingen G84 Peck Rigid Tapping Cycle.
Voor CNC-bedieners die aan Haas cnc-besturingen werken, heb je ook geluk lees Diep gat tappen met spaanbreken of Peck tappen op Haas CNC
In Fanuc G84 Rigid Peck Tapping Cycle wordt er meerdere keren gesneden (Pecks) totdat de bodem van het gat is bereikt.
Fanuc G84 Peck rigide tapcyclusformaat
G84 X_ Y_ Z_ R_ P_ Q_ F_ K_;
X Y – Gatpositie.
Z – Z-diepte (aanvoer naar Z-diepte vanaf R-vlak).
R – Positie van het R-vlak.
P – Verblijftijd op de bodem van het gat en bij punt R wanneer een terugkeer wordt gemaakt.
Q – Diepte van de snede voor elke snijvoeding (Peck depth).
F – De snijsnelheid.
K – Aantal herhalingen (indien nodig).
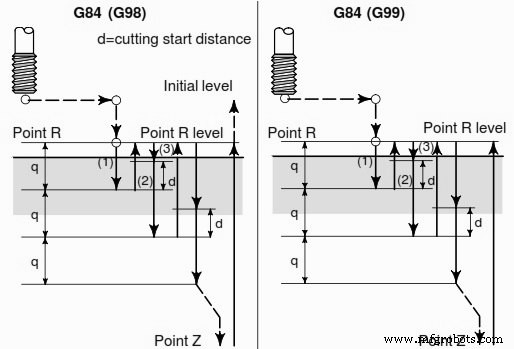
G84 Rigid Peck Tapping Cycle
Lees voor volledige details over de G84-tapcyclus en het gebruik van G98 G99 met de G84-tapcyclus G84-tapcyclus - CNC-freesprogrammering
CNC machine
- CNC Fanuc G76 draadsnijcyclus
- Eenvoudig CNC-draaibankboren met Fanuc G74 Peck Drilling Cycle
- Conisch draadsnijden met Fanuc G76 draadsnijcyclus
- CNC Fanuc G75 groefcyclus
- Fanuc G-codelijst
- CNC Fanuc G92 draadsnijcyclus
- G74 Linkse tapcyclus of omgekeerde tapcyclus
- G84 Voorbeeld van een CNC-tapcyclus
- Tappen van diepe gaten met spaanbreken of kloptappen op Haas CNC
- Fanuc G-codelijst
- ECS G84 tapcyclus