Okuma G75 C-afschuining
Okuma G75 C-afschuining
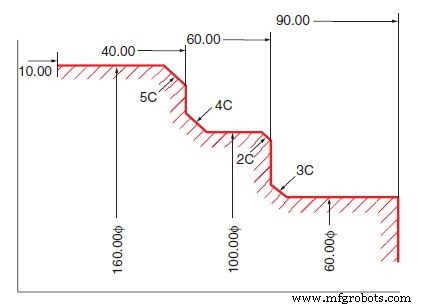
Okuma G75 G Code wordt gebruikt om een scherpe rand af te schuinen.
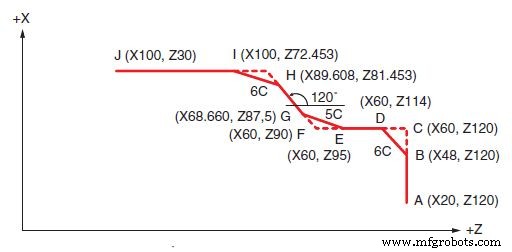
Okuma G75-programmering
G75 X Z L

Okuma G75 G Code wordt gebruikt om een scherpe rand af te schuinen.
G75 X Z L