


G90 Draaicyclus GSK 980 TDc Programma Voorbeeld
Voorbeeld GSK 980 TDc CNC-draaimachineprogramma dat illustreert hoe de G90-draaicyclus moet worden gebruikt,
In dit CNC-programmavoorbeeld wordt de G90-draaicyclus twee keer gebruikt,
de eerste G90-cyclus wordt gebruikt voor rechte afstemming
vervolgens de G90-cyclus wordt gebruikt voor conisch draaien.
G90 draaicyclus GSK 980 TDc CNC voorbeeld
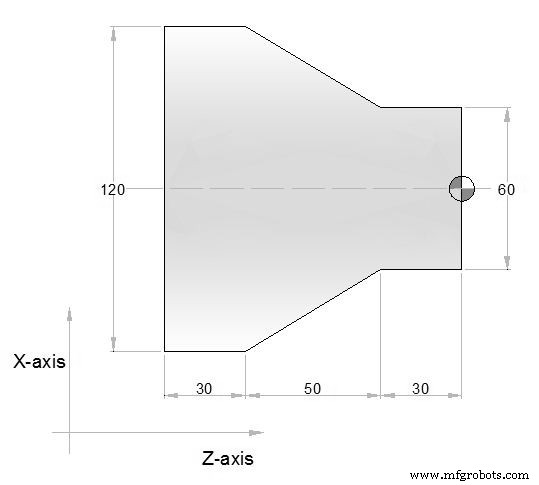
O0002; M3 S300 G0 X130 Z3; G90 X120 Z-110 F200; X110 Z-30; X100; X90; X80; X70; X60; G0 X120 Z-30; G90 X120 Z-44 R-7.5 F150; Z-56 R-15; Z-68 R-22.5; Z-80 R-30; M30;
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- Fanuc G70 G71 Cyclusprogramma voor voordraaien en nadraaien
- Conisch draaien met G90 modale draaicyclus – CNC-voorbeeldcode
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- G90 draaicyclus
- Haas G71 voorbeeldprogramma
- G81 boren voorgeprogrammeerde cyclus CNC freesprogramma voorbeeld
- CNC G81 boorcyclusprogramma voorbeeld
- Fanuc G94 Facing Cycle CNC-voorbeeldprogramma
- Fanuc G72 Facing Canned Cycle Voorbeeldprogramma
- G84 Voorbeeld van een CNC-tapcyclus