Okuma G76 afronding
Okuma G76 Afronding
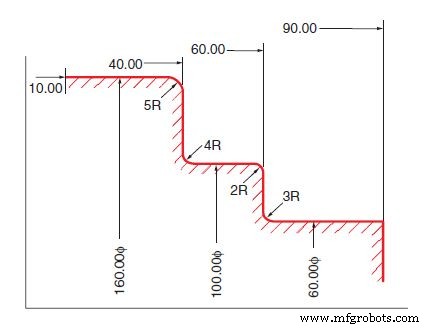
Okuma G76 G-code wordt gebruikt voor het afronden van de scherpe rand.
Okuma G76-programmering
G76 X Z L

Okuma G76 G-code wordt gebruikt voor het afronden van de scherpe rand.
G76 X Z L