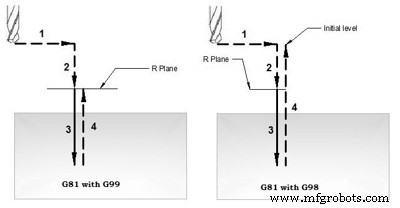
NCT G81 boor-, puntboorcyclus
NCT G81 boorcyclus wordt gebruikt voor eenvoudige boor-/puntboorbewerkingen.
Programmeren
G17 G81 X... Y... Z... R... F.. L... G18 G81 Z... X... Y... R... F... L... G19 G81 Y... Z... X... R... F... L..
Parameters
De volgende tabel X,Y,Z definities zullen werken voor G17 vlak, voor andere vlakken zullen deze veranderen zoals voor
G18 vlak Z X zal de gatpositie zijn en Y zal de booras zijn
G19 vlak Y Z zal de gatpositie zijn en X zal de booras zijn