


HAAS CNC-freesmachine Circulaire interpolatie Uitleg met voorbeeld
Haas CNC Frezen Circulaire Interpolatie Programmering uitleg met cnc-voorbeeldprogramma's, deze voorbeelden laten zien hoe IJK of R kan worden gegeven in cnc-programma tijdens het programmeren van Circulaire Interpolatie met G02 G03 G-codes.
Haas circulaire interpolatie
Waarom IJK gebruiken als R gemakkelijker te programmeren is?
R is gemakkelijker te definiëren, hoewel het gemakkelijker is om een fout te maken en een onjuiste straal te krijgen. Als R wordt gebruikt en u maakt een fout met het begin- of eindpunt, en de machine kan nog steeds de straal doen en doet het, dan heeft u een onjuiste straal.
Als u een fout maakt met de I, J, K-methode, is de kans groter dat de machine stopt en u een alarm geeft voordat deze wordt uitgevoerd.
Hoewel het gebruik van een R in een G02 of G03 nog steeds eenvoudiger is en de geprefereerde methode om handmatig een boog te programmeren.
Wat is R
R is de afstand van het startpunt tot het middelpunt van de cirkel.
Wat is IJK
"I" =incrementele afstand van het startpunt tot het middelpunt van de boog in de "X-as."
"J" =incrementele afstand van het startpunt tot het middelpunt van de boog in de "Y-as".
"K" =Incrementele afstand van het startpunt tot het middelpunt van de boog in de "Z-as".
Wanneer negatieve R gebruiken
Met een positieve R genereert de bediening een cirkelvormig pad van 180 graden of minder, maar om een cirkelvormig pad van meer dan 180 graden te genereren, geeft u een negatieve R op. Als R wordt gebruikt, is een volledige boog van 360 graden niet mogelijk. X, Y of Z is vereist om een eindpunt op te geven dat verschilt van het beginpunt. Dus alles onder een boog van 360 graden kan worden uitgevoerd met een R-opdracht in een G02 of G03.
Een boog van 360 graden of een volledige cirkel snijden
Het gebruik van I, J of K is de enige manier om een volledige boog van 360 graden te snijden; in dit geval is het beginpunt hetzelfde als het eindpunt en is er geen X, Y of Z nodig. Als u een volledige cirkel van 360 graden (360°) wilt maken, hoeft u geen eindpunt X, Y of Z op te geven; programmeer gewoon I, J of K om het middelpunt van de cirkel te definiëren.
Voorbeeldprogramma
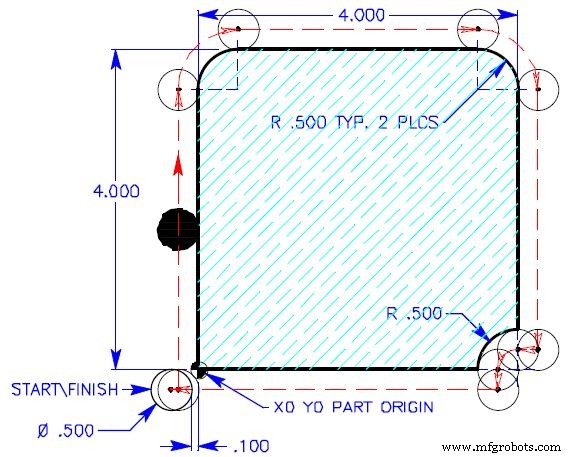
OPMERKING: Voorbeelden van cirkelvormige bewegingen maken geen gebruik van freescompensatie, dus de cirkelvormige bewegingen worden gedefinieerd vanuit het midden van de snijplotter rond een boog.
G02 G03 met R
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 R0.75 G01 X3.5 G02 X4.25 Y3.5 R0.75 G01 Y0.25 X4. G03 X3.75 Y0. R0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
G02 G03 met IJK
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 I0.75 J0. G01 X3.5 G02 X4.25 Y3.5 I0. J-0.75 G01 Y0.25 X4. G03 X3.75 Y0. I0. J-0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
CNC machine
- Frezen – Een beknopte handleiding
- Hoe gebruik je een CNC-freesmachine?
- Een veiligheidsgids voor CNC-freesmachines
- Pistoolgraveren met een CNC-freesmachine – 3 markeeropties onderzocht
- Schuim snijden met een CNC-freesmachine? Absoluut.
- CNC-freesmachine versus CNC-router
- Verschillen in CNC-frees- en handmatige freesmachine
- CNC frezen Draaien, tijd is geld
- CNC-programmavoorbeeld G03 circulaire interpolatie
- Haas CNC M97 lokale subprogramma-oproep met CNC-programmavoorbeeld
- Basisprincipes van CNC-programmeren – Tutorials met voorbeeldprogrammacode