


CNC draaibank programmeervoorbeeld Radius dimensionering
Aanleveren door:CNC-programmeur
Samenvatting
Programmeervoorbeeld CNC-draaibank, in dit programmeervoorbeeld worden voor de X-as geen diameterwaarden gebruikt, maar worden radiuswaarden gebruikt om te programmeren.
In de modus Radius/maatvoering zijn de X-asbewegingen op een draaibank de afstand vanaf het midden. Dus een snede op X1 zou resulteren in een onderdeel met een diameter van 2 mm.
Tekening/Afbeelding
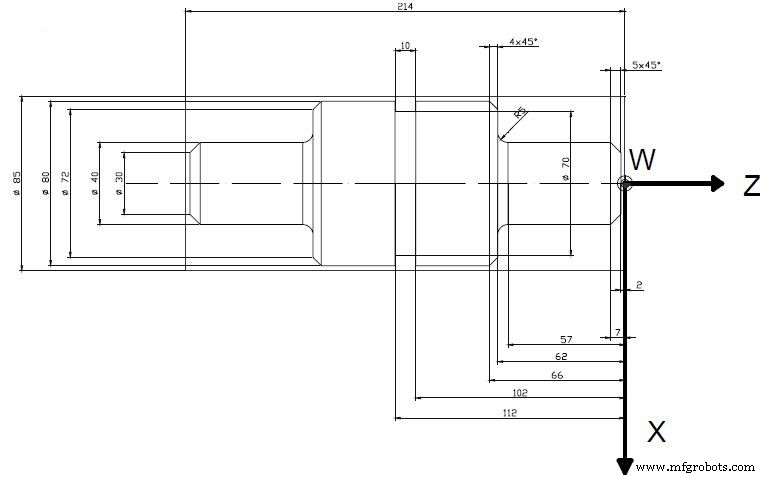
CNC-programma
% Albero N010 G00 X150 Z200 T0101 M06 N020 G92 S2400 N030 G96 G95 F0.3 S300 M04 M08 N040 X50 Z-2 N050 G01 X-0.5 N060 G00 Z0 N070 X41 N080 G01 Z-115 N090 X45 N100 G00 Z0 N110 X37 N120 G01 Z-61 N130 X41 Z -65 N140 G00 Z0 N150 X33 N160 G01 Z-61 N170 X35 N180 G00 Z0 N190 X29 N200 G01 Z-61 N210 X31 N220 G00 Z0 N230 X25 N240 G01 Z-61 N250 X27 N260 G00 Z0 N270 X21 N280 G01 Z-56 N290 X25 Z-61 N300 G00 Z0 N310 X15 N320 G01 X21 Z-6 M09 N330 G00 X50 Z200 T0202 M06 N340 F0.15 S400 M08 N350 X15 Z0 N360 G01 Z-2 N370 X20 Z-7 N380 Z-57 N390 G02 X25 Z-62 I5 K0 N400 G01 X36 N410 X40 Z-66 N420 Z-115 N430 X42 M09 N440 G00 X50 Z200 T0303 M06 N450 Z-112 F0.1 S300 M08 N460 G01 X35 N470 G00 X50 N480 Z200 M05 M02
Eenvoudig CNC-draaibankprogrammavoorbeeld
HAAS CNC-freesmachine Circulaire interpolatie Uitleg met voorbeeld
CNC machine
- CNC-programmering voor beginners, een eenvoudig voorbeeld van CNC-programmering
- CNC-programmeervoorbeeld draaibank
- CNC draaibank programmeervoorbeeld
- Fanuc G21 Meten in millimeter met CNC-draaibank Programmeervoorbeeld
- Fanuc CNC draaibank programmeervoorbeeld
- CNC-programmeervoorbeeld in inch eenvoudig CNC-draaibankprogramma
- CNC G01 hoekprogrammering
- Voorbeeld van C-as draaibankprogrammering met Live Tooling op Haas CNC
- G01 Afschuining en hoekafronding, een voorbeeld van een CNC-programma
- CNC Draaibank Programmeer Oefening Fanuc G71 Draaicyclus, G74 Peck Drilling Cyclus
- Voorbeeldcode G71-draaicyclus voor ruw draaien – CNC-draaibankprogrammering