


Haas G150 Kamerfreesprogramma Voorbeeld met een rond eiland
Ingediend door:Machinist
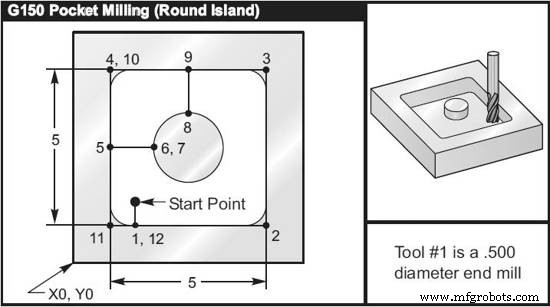
Tekening/Afbeelding
CNC-programma
Main Program % O03010 T1 M06 (Tool is a 0.500” diameter endmill) G90 G54 G00 X2. Y2. (XY Start Point) S2500 M03 G43 H01 Z0.1 M08 G01 Z0. F30. G150 P3020 X2. Y2. Z-0.5 Q0.5 R0.01 J0.3 K0.01 G41 D01 F10. G40 G01 X2. Y2. G00 Z1. M09 G53 G49 Y0. Z0. M30 % Subprogram % O03020 (Subprogram for G150) G01 Y1. (1) X6. (2) Y6. (3) X1. (4) Y3.5 (5) X2.5 (6) G02 I1. (7) G02 X3.5 Y4.5 R1. (8) G01 Y6. (9) X1. (10) Y1. (11) X2. (12) (Close Pocket Loop) M99 (Return to Main Program) %
CNC machine
- Fanuc G20 Meten in inch met CNC-programmavoorbeeld
- Haas G71 voorbeeldprogramma
- G81 boren voorgeprogrammeerde cyclus CNC freesprogramma voorbeeld
- CNC freesmachine programmeervoorbeeld voor beginners
- Programmavoorbeeld L930 Freescirkelkamer Sinumerik 840C
- Sleuffrezen een voorbeeld van een CNC-programmavoorbeeld
- Voorbeeld programma voor afschuining en radius met G01
- G82 Voorgeprogrammeerde boorcyclus met Dwell CNC-freesvoorbeeldprogramma
- Haas M98 subprogramma-oproep met basisvoorbeeldcode
- Haas CNC M97 lokale subprogramma-oproep met CNC-programmavoorbeeld
- Siemens Sinumerik freesprogrammeervoorbeeld