Fanuc G72.1 roterende kopie (figuurkopieerfunctie CNC-frees)
Fanuc G72.1 roterende kopie
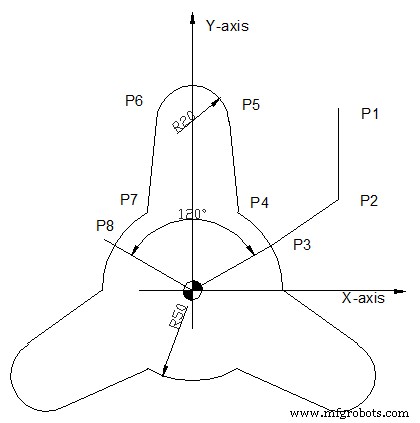
Met G72.1 Rotational Copy G-code kan een figuur gespecificeerd door een subprogramma herhaaldelijk worden geproduceerd met Rotational beweging.
Programmeren
G72.1 P... L... X... Y... R...
Parameters
| Parameter | Beschrijving |
|---|---|
| P | Subprogrammanummer |
| L | Aantal keren dat de bewerking wordt herhaald |
| X | Rotatiemiddelpunt op de X-as |
| J | Rotatiemiddelpunt op Y-as |
| R | Hoekverplaatsing (een positieve waarde geeft een hoekverplaatsing tegen de klok in aan. Geef een incrementele waarde op.) |
| Modaal/niet-modaal | G-Code-groep |
|---|---|
| Niet-modaal | 00 |