


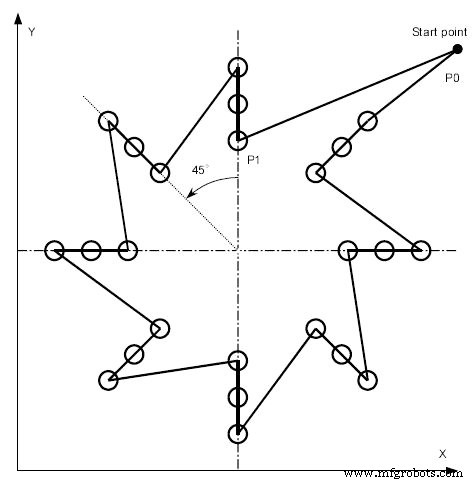
Fanuc G72.1 G72.2 Voorbeeld kopieerprogramma (Boutgatcirkel)
Dit CNC-programmavoorbeeld laat zien hoe zowel G72.1- als G72.2-functies voor het kopiëren van figuren elkaar kunnen aanroepen in één onderdeelprogramma. Lees de Programmeeropmerkingen hieronder zorgvuldig door.
Programmeren
Fanuc G72.1 roterende kopie
Met behulp van G72.1 Rotational Copy G-code kan een figuur gespecificeerd door een subprogramma herhaaldelijk worden geproduceerd met Rotatiebeweging .
Lees de G72.1-definitie met het programmavoorbeeld Fanuc G72.1 Rotatiekopie (figuurkopieerfunctie CNC-frees)
Fanuc G72.2 lineaire kopie
Met G72.2 Linear Copy G-code kan een figuur gespecificeerd door een subprogramma herhaaldelijk worden geproduceerd met Lineaire beweging .
Lees G72.2-definitie met programmavoorbeeld Fanuc G72.2 Linear Copy (figuurkopieerfunctie CNC-frees)
Fanuc G81 boorcyclus
De G81-boorcyclus wordt gebruikt voor eenvoudige boor-/puntboorbewerkingen.
Lees de definitie van de G81-boorcyclus met programmavoorbeelden Fanuc G81-boorcyclus
Programmeerinformatie
Twee of meer commando's specificeren om een figuur te kopiëren
- G72.1 kan niet meer dan één keer worden opgegeven in een subprogramma voor het maken van een rotatiekopie (Als dit wordt geprobeerd, treedt alarm PS0900 in werking).
- G72.2 kan niet meer dan één keer worden gespecificeerd in een subprogramma voor het maken van een lineaire kopie (Als dit wordt geprobeerd, treedt alarm PS0901 op).
- In een subprogramma dat roterend kopiëren specificeert, kan echter lineair kopiëren worden gespecificeerd. Evenzo kan in een subprogramma dat lineaire kopie specificeert, rotatiekopie worden gespecificeerd.
Fanuc G71.2 G72.2 Programma Voorbeeld
Hoofdprogramma
O4000 ; N10 G90 G00 G17 X240. Y230. Z100. ; (P0) N20 G72.1 P4100 X120. Y120. L8 R45. ; N30 G80 G00 X240. Y230. ; (P0) N40 M30 ;
Subprogramma Rotatie kopiëren (G72.1)
O4100 N100 G72.2 P4200 I0 J20. L3 ; N200 M99 ;
Subprogramma Lineair kopiëren (G72.2 )
O4200 N110 G90 G81 X120. Y180. R60. Z10. F200. ; (P1) N210 M99 ;
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- CNC Fanuc G73 patroonherhalingscyclus CNC-programmavoorbeeld
- Fanuc CNC-programmavoorbeeld
- Fanuc G20 Meten in inch met CNC-programmavoorbeeld
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- Fanuc G94 Facing Cycle CNC-voorbeeldprogramma
- Fanuc G72 Facing Canned Cycle Voorbeeldprogramma
- Voorbeeldprogramma Voorbeeld Fanuc G72 Facing Cycle Single-line-format
- G72-boutgat langs een hoek CNC-voorbeeldprogramma
- Haas CNC G71 Bolt Hole Arc Command Voorbeeldprogramma
- De beginhoek instellen – voorbeeld van een G70-boutgatcirkel