Fanuc G72.2 lineaire kopie (figuurkopieerfunctie CNC-frees)
Fanuc G72.2 lineaire kopie
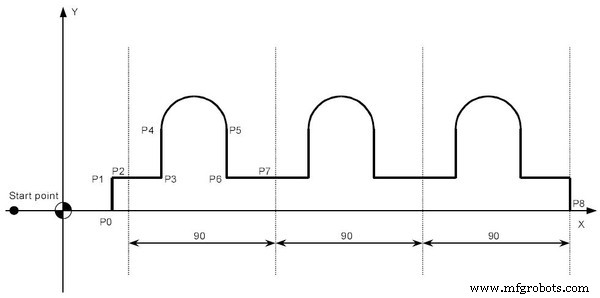
Met G72.2 Linear Copy G-code kan een door een subprogramma gespecificeerd cijfer herhaaldelijk worden geproduceerd met Lineair beweging.
Programmeren
G72.2 P... L... I... J...
Parameters
| Parameter | Beschrijving |
|---|---|
| P | Subprogrammanummer |
| L | Aantal keren dat de bewerking wordt herhaald |
| Ik | Verschuiven langs X-as |
| J | Verschuiven langs de Y-as |
| Modaal/niet-modaal | G-Code-groep |
|---|---|
| Niet-modaal | 00 |