


CNC-subprogrammavoorbeeld met G91 incrementele modus
Ingediend door:Machinist
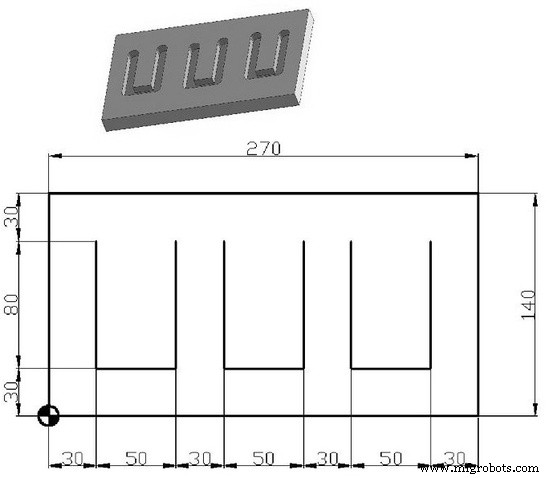
Tekening/Afbeelding
CNC-programma
;Main Program O777 G91 G28 Z0 M06 T01 M03 S1200 G90 G54 G43 H1 G00 X30 Y110 Z2 M98 P030888 (call subprog O888 three times) G28 Z0 M30 ;Subprogram O888 G91 G01 Z-9 F200 Y-80 X50 Y80 G00 Z9 G00 X30 M99
Hoe een component op een CNC-draaibank te vlakken met Fanuc G94 Facing Cycle
D.Electron Z32 CNC-alarmen
CNC machine
- Fanuc CNC-programmavoorbeeld
- Fanuc G20 Meten in inch met CNC-programmavoorbeeld
- G81 boorcyclus – Herhaal boren in G91 incrementele modus Voorbeeldcode
- CNC G81 boorcyclusprogramma voorbeeld
- CNC freesprogrammering absoluut incrementeel G90 G91 voorbeeldcode
- Boorroosterplaat met G81-boorcyclus – Voorbeeld van een CNC-programma
- Herhaal het boren met de G81-boorcyclus en het G91-voorbeeldprogramma
- G82 Voorgeprogrammeerde boorcyclus met Dwell CNC-freesvoorbeeldprogramma
- Haas M98 subprogramma-oproep met basisvoorbeeldcode
- Haas CNC M97 lokale subprogramma-oproep met CNC-programmavoorbeeld
- Basisprincipes van CNC-programmeren – Tutorials met voorbeeldprogrammacode