Okuma G74 omgekeerde tapcyclus
Okuma G74 omgekeerde tapcyclus
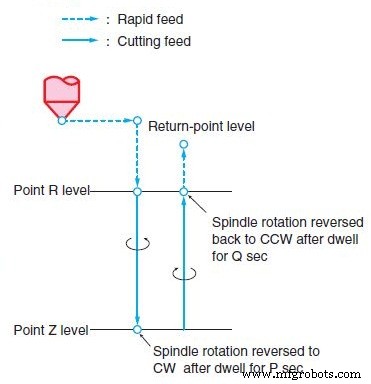
G74 Omgekeerde tapcyclus
Programmeren
G74 X__Y__Z__R__P__Q__F__
Parameters
| Parameter | Beschrijving |
|---|---|
| X,Y | Coördinaatwaarden van gatpositie |
| Z | Onderste niveau gat In G90-modus: Positie in het geselecteerde coördinatensysteem In G91-modus: Afstand vanaf punt R-niveau |
| R | Punt R-niveau |
| P | Wachttijd op de bodem van het gat |
| Q | Dwell-tijd op punt R-niveau |
| F | Voedingssnelheid |