Okuma G76 fijnboorcyclus
Okuma G76 fijnboorcyclus
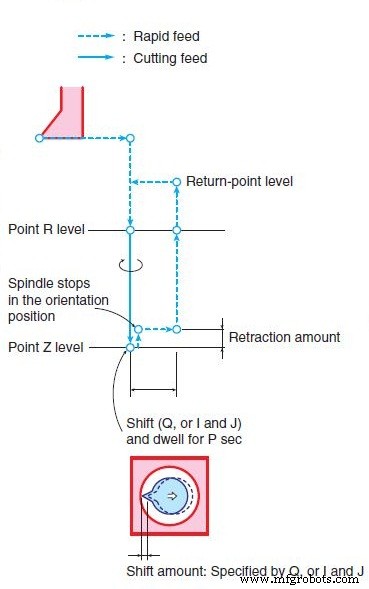
G76 Fijnkottercyclus
Programmeren
G76 X__Y__Z__R__Q__(I__J__) P__F__
Parameters
| Parameter | Beschrijving |
|---|---|
| X,Y | Coördinaatwaarden van gatpositie |
| Z | Onderste niveau gat |
| R | Punt R-niveau |
| Q | Verschuivingsbedrag (Zie de uitleg hieronder.) |
| I,J | Verschuivingsbedrag (Zie de uitleg hieronder.) |
| P | Wachttijd op de bodem van het gat |
| F | Voedingssnelheid |