


Voorbeeld van Osai CNC GTL-programma
Met de Osai 10-serie kunnen programmeurs cnc-programma's maken met behulp van de standaard programmeertaal (G1-G2-G3) of GTL, een programmeertaal op hoog niveau (GTL).
Hier is een compleet Osai GTL-programmeervoorbeeld.
Voorbeeld van Osai CNC GTL-programma
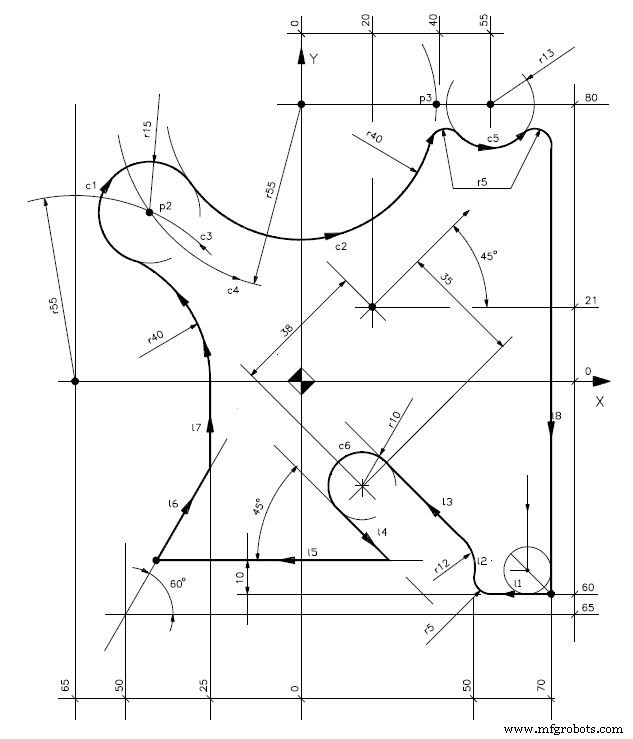
N1 (DIS,"EXAMPLE 3") N2 S...F...T1.1M6 M... N3 o1=X20 Y21 a45 N4 l1=X0 Y-60,a180 N5 l2=X50 Y0,a90 N6 c6=o1 I-38 J-35 r10 N7 l3=c6,a135 N8 l4=c6,a-45 N9 l5=X0 Y-50,a180 N10 l6=X-50 Y-65,a60 N11 l7=X-25 Y0,a90 N12 c3=I-65 J0 r55 N13 c4=I0 J80 r55 N14 p2=c3,c4 N15 c1=p2,r-15 N16 p3=X40 Y80 N17 c2=c1,p3,r40 N18 c5=I55 J80 r13 N19 l8=X70 Y0,a-90 N20 G21 G42 l8 N21 Z-10 N22 l1 N23 r-5 N24 l2 N25 r12 N26 l3 N27 c6 N28 l4 N29 l5 N30 l6 N31 l7 N32 r40 N33 c1 N34 c2 N35 r-5 N36 c5 N37 r-5 N38 l8 N39 G20 G40 l1 N40 G Z20 N41 X... Y... M30
Voorbeeld van Osai Geometrisch programmeren op hoog niveau (GTL)
Osai 10-serie GTL-programmeervoorbeeld
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- Fanuc CNC-programmavoorbeeld
- CNC G81 boorcyclusprogramma voorbeeld
- Fanuc G94 Facing Cycle CNC-voorbeeldprogramma
- Sleuffrezen een voorbeeld van een CNC-programmavoorbeeld
- G84 Voorbeeld van een CNC-tapcyclus
- CNC-programmablok
- Siemens Sinumerik freesprogrammeervoorbeeld
- Quincunx een voorbeeld van een CNC-plasmasnijcontrollerprogramma
- Boog frezen met G2 I &J CNC-programmavoorbeeld
- Voorbeeld CNC zakfreesprogramma – Peck Milling