


Osai 10-serie GTL-programmeervoorbeeld
Osai 10 Series Programmeervoorbeeld met Osai GTL (programmeertaal op hoog niveau).
Osai GTL-programmeervoorbeeld
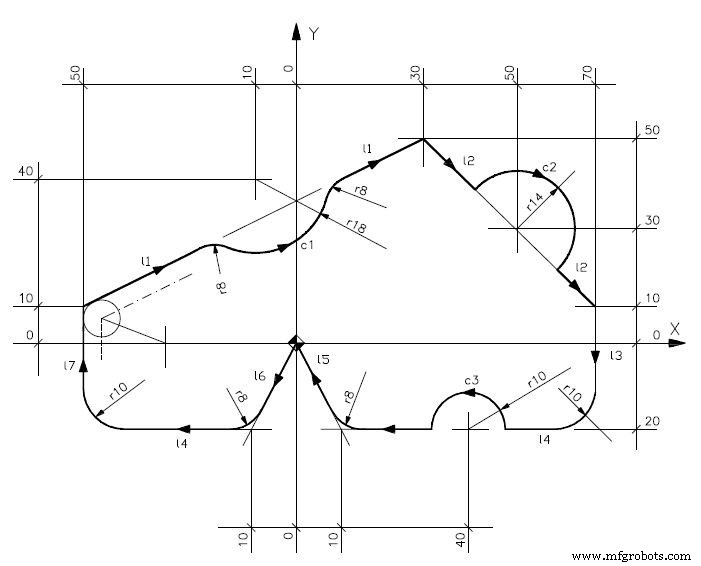
N1 (DIS,"EXAMPLE GTL") N2 l1=X-50Y10,X30Y50 N3 l2=X30Y50,X70Y10 N4 l3=X70Y0,a-90 N5 l4=X=Y-20,a180 N6 l5=X10Y-20,X0Y0 N7 l6=X0Y0,X-10Y-20 N8 l7=X-50Y0,a90 N9 c1=I-10J40r18 N10 c2=I50J30r-14 N11 c3=I40J-20r10 N12 S...M...T3.3M6M.... N13 G0X-30Y0 N14 Z-10 N15 G21G42l7 N16 l1 N17 r-8 N18 c1 N19 r-8 N20 l1 N21 l2 N22 c2s2 N23 l2 N24 l3 N25 r-10 N26 l4 N27 c3s2 N28 l4 N29 r-8 N30 l5 N31 l6 N32 r-8 N33 l4 N34 r -10 N35 l7 N36 G20G40l1 N37 G0Z20
CNC machine
- CNC-programmeervoorbeeld draaibank
- CNC-programmering voor beginners een voorbeeld van CNC-programmering
- CNC draaibank programmeervoorbeeld
- Fanuc CNC draaibank programmeervoorbeeld
- G76 schroefdraadcyclus een CNC-programmeervoorbeeld
- CNC-bewerkingscentrum programmeervoorbeeld
- CNC boogprogrammering G02 G03 voorbeeld
- Circulaire interpolatieprogrammering Voorbeeld 2
- Circulaire interpolatieprogrammering Voorbeeld 1
- Voorbeeld van draad-EDM-programmering
- CNC draaicentrum programmeervoorbeeld