Anilam G172 rechthoekige profielcyclus
Anilam G172 rechthoekige profielcyclus
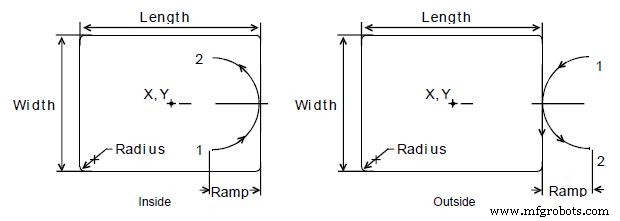
De Anilam G172 rechthoekige profielcyclus ruimt het binnen- of buitenprofiel van een rechthoek op.
Programmeren
G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn
Parameters
| Parameter | Beschrijving |
|---|---|
| X | X-coördinaat van het middelpunt. Als er geen coördinaat wordt ingevoerd, centreert de CNC de kamer op de huidige positie.|
| J | Y-coördinaat van het middelpunt. Als er geen coördinaat wordt ingevoerd, centreert de CNC de kamer op de huidige positie.|
| H | De absolute Z-positie voordat u begint met het frezen van de kamer. Dit moet 0,1 inch (of 2 mm) boven het oppervlak zijn. |
| M | Afgewerkte lengte van rechthoek. Vereist. |
| W | Afgewerkte breedte van rechthoek. Vereist. |
| Z | Absolute diepte van het afgewerkte profiel. Waarde vereist. |
| A | 0 =Binnen 1 =Buiten |
| R | Straal van de hellingbewegingen. Vereist. |
| U | Instelling hoekradius. Als de programmeur een negatieve waarde invoert, keren zowel de snijrichting als de begin- en eindpunten om. Optioneel. |
| B | Maximale toename van de Z-as gebruikt voor elke doorgang. Optioneel. |
| S | Hoeveelheid voorraad achtergelaten door de machine voor de finish pass. Standaard:0. Als de programmeur een negatieve waarde invoert, zal de CNC de voorraad verlaten zonder een finish pass te maken. Optioneel. |
| Ik | Voedingssnelheid Z-as. Optioneel.|
| J | Ruwdoorvoersnelheid. Optioneel. |
| K | Finish-pass voedingssnelheid. Optioneel. |
| P | Hgt. intrekken |