


G86 boorcyclus – Fanuc-freesprogrammering
G86 boorcyclus
Fanuc G86 kottercyclus wordt gebruikt om het/de gat(en) te boren.
Het gereedschap verplaatst zich met voeding naar de bodem van het gat en trekt zich vervolgens met hoge voeding weer uit het gat terug.
G86 Formaat boorcyclus
G86 X Y Z R F K
Parameters
X Y – Gatpositiegegevens.
Z – Boordiepte (absoluut).
R – Gereedschapsstartpositie boven het gat.
F – Snijvoeding.
K – Aantal herhalingen (indien nodig).
G86 Boorcyclus
G86 Boorcyclusbewerking
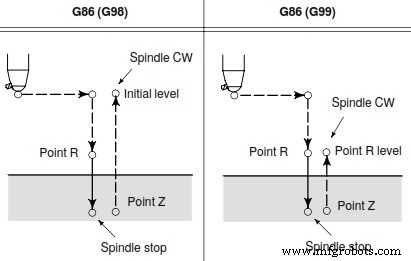
1 – Na het positioneren langs de X– en Y–as wordt in ijlgang naar punt R verplaatst.
2 – Er wordt geboord van punt R naar punt Z.
3 – Bij het stoppen van de spil aan de bodem van het gat wordt het gereedschap in ijlgang teruggetrokken.
Retourpositie gereedschap
Retourvlak is afhankelijk van G98, G99 G-codes.
Als G98 is gespecificeerd met G86 kottercyclus, keert het gereedschap terug naar het initiële niveau.
Als G99 is gespecificeerd, keert het gereedschap terug naar R niveau.
Voorbeeld G86 boorcyclusprogramma
M3 S2000 G90 G99 G86 X300. Y–250. Z–150. R–100. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
CNC machine
- CNC Fanuc G76 draadsnijcyclus
- CNC Fanuc G75 groefcyclus
- Fanuc G-codelijst
- CNC Fanuc G92 draadsnijcyclus
- Fanuc CNC draaibank programmeervoorbeeld
- G78 draadsnijcyclus – Fanuc-draaibankprogrammering
- Hurco Mill G-codelijst
- Fanuc Sub-programmering
- CNC frees contourdiepboren – Fanuc subprogramma Herhaal voorbeeld
- Fanuc G-codelijst
- ECS G86 kotteren met spilstopcyclus