Industriële fabricage
CNC machine
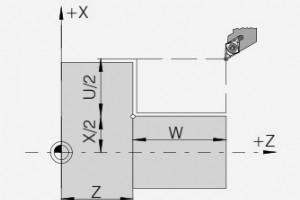
G20 langsdraaicyclus voor Fanuc 21 TB cnc-besturing is een modale G-code.G20 draaicyclus kan ook worden gebruikt voor recht draaien en conisch draaien.G20 draaicyclus is eenvoudig te programmeren en te leren. De G20-draaicyclus wordt gebruikt voor eenvoudig draaien, maar meerdere gangen zijn mogel

Hurco CNC biedt CNC-bewerkingsmachines, waaronder bewerkingscentra, draaicentra en 5-assige machines, allemaal met een flexibele besturing – WinMax Hurco CNC-handleidingen voor programmering, onderhoud, veiligheid, pre-installatie en aan de slag gratis te downloaden van de Hurco CNC-website. Hurc

Hurco WinMax gratis download CNC-bedieners kunnen de desktopversie van WinMax 9 gratis downloaden van de Hurco CNC-websitehttp://www.hurco.com/en-us/machine-tools/our-control/Pages/WinMax9.aspx Hurco WinMax Control Hurco WinMax-functielijst DXF-schaling:hiermee kunt u DXF-tekeningen op ware groo
CNC-programma dat het gebruik van de G81-boorcyclus G84-tapcyclus laat zien. Aangezien de G81-boorcyclus hier al kort is uitgelegd, is G81 Boren voorgeprogrammeerde cyclus - CNC-freesprogrammering. Voorbeelden van programmas voor G81-boorcycli http://www.helmancnc.com/fanuc/fanuc-g81-drilling-cycl
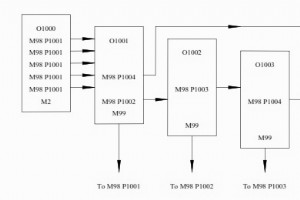
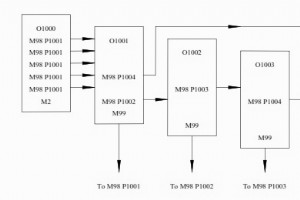
Hier is een voorbeeld van een Fanuc-subprogramma dat laat zien hoe cnc-machinisten hun cnc-programmas gemakkelijker te schrijven en te onderhouden kunnen maken door gebruik te maken van de subprogrammeermethode. CNC-subprogrammas Subprogrammering is een manier waarop cnc-machinisten andere cnc-prog
G68 coördinatenrotatie Fanuc G68 coördinatenrotatie G-code maakt het gemakkelijk voor cnc-machinisten om een patroon van bewerkingen in een geroteerde hoek uit te voeren. In het kort: Door een rotatiehoek aan te geven met G68 in het programma, wordt de daadwerkelijke bewerking uitgevoerd op de
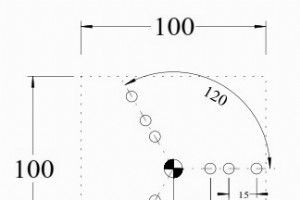
Fanuc G68 Coördinatenrotatie G-Code maakt het gemakkelijk voor cnc-machinisten om een patroon van bewerkingen in een geroteerde hoek uit te voeren.Hier is een basisvoorbeeld van cnc-programmering dat helpt om de daadwerkelijke werking van G68-coördinatenrotatie te begrijpen. Fanuc G68-programmavoo
Een basiscursus cnc-programmeren die laat zien hoe cnc-bewerkers schroefdraad kunnen snijden op een Siemens Sinumerik 802D sl CNC-machine. Omdat de Sinumerik 802D sl draadcyclus CYCLE97 heeft, hebben cnc-bewerkers te maken met veel parameters, maar meer parameters voor een cyclus betekenen meer fle
Fanuc-subprogrammering Fanuc cnc-besturing biedt de mogelijkheid om toegang te krijgen tot andere onderdeelprogrammas die zijn opgeslagen in de hoofddirectory. Lees voor een cnc-programmavoorbeeld voor subprogramma-oproep Multi Start Threads with Fanuc G76 Threading Cycle Subprogramma-oproep Subp
G28 Referentiepunt Terugkeer G28 referentiepunt retour G-code wordt gebruikt om het referentiepunt via een tussenpositie te benaderen.De tussenpositie kan absoluut X, Z of relatief U, W worden gespecificeerd. Wat is referentiepunt lezen CNC Zero Return of Reference Point Return Tijdens G28-refere
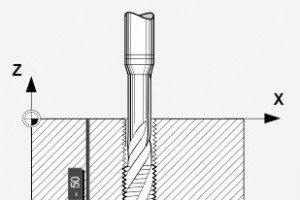
Als de spil van uw cnc-machine is uitgerust met een pulsgenerator, kunt u star tappen met Sinumerik G331 Rigid Tapping G-code.Sinumerik G331 G332 Rigid Tapping G-code zijn uitleg Rigid Tapping op Sinumerik 840D/810D met G331 G332. Sinumerik G63 Tappen met zwevende kraanhouder Deze zelfstudie over
Siemens biedt gratis te downloaden handleidingen voor Sinumerik CNC-besturingen. CNC-bedieners die met Sinumerik cnc-besturingen werken, kunnen naar wens gratis handleidingen doorbladeren en downloaden. Siemens Sinumerik 808d Handleidingen CNC-bedieners die aan Siemens Sinumerik 808D cnc-besturinge
Deze video laat zien hoe u de machine inschakelt en naar de as verwijst op een CNC-draaibankmachine met SINUMERIK 808D cnc-besturing. CNC Zero Return of Reference Point Return Het referentiepunt is een vast punt in de cnc-machine waarvan de waarden al in de cnc-machine zijn opgeslagen. Dus wanneer
Sinumerik 808D cnc van Siemens is eenvoudig in te stellen en te gebruiken. Aangezien deze video laat zien hoe een draai-, draadsnijgereedschap van een cnc-machine eenvoudig kan worden gemeten voor het instellen van de gereedschapsoffset. Sinumerik 808D gereedschapsoffset instellen De Sinumerik 808
Met behulp van de Siemens Sinumerik MSG()-instructie kan elke tekenreeks uit het onderdeelprogramma worden uitgevoerd als bericht aan de operator. Deze berichten kunnen allerlei soorten berichten zijn, van informatieve tot real-time kritieke gegevensweergaveberichten. Voorbeeld cnc-programmas met

Normaal gesproken voeren cnc-machinisten de gereedschapsoffsets handmatig in/in via het bedieningspaneel van de cnc-machine. Maar als u de gereedschaps-offset en werkstuk-offset via een programma wilt instellen, kunt u de Haas CNC G10 programmeerbare offset-instelling G-code gebruiken. Het is hand
CNC-programmeurs en machinisten hebben dagelijks te maken met verschillende soorten componenten met verschillende bewerkingen.Dus om het tempo bij te houden, implementeren ze verschillende technieken. Wat is subprogrammering? Een van deze en meest gebruikte technieken is subprogrammering.Subprogram
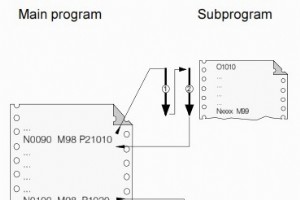
Bijna elke cnc-besturing heeft een manier om subprogrammas, subroutines te maken. CNC-subprogrammas worden als afzonderlijke cnc-programmas aan het cnc-programmageheugen (cnc-programmadirectory) toegevoegd, die vervolgens door een extern cnc-programma (hoofdprogramma) worden opgeroepen. Lees meer

Haas M98 subprogramma-oproep Haas M98 Subprogramma Oproepcode wordt gebruikt om subroutines (subprogrammas) aan te roepen.Het subprogramma moet in de programmalijst staan, het subprogramma moet eindigen op M99.CNC-machinisten kunnen zelfs het nummer van de subroutine kiezen herhaald. Wat is subpro

Aangezien Haas-subprogramma-commandos M97 M98 al kort worden beschreven met voorbeelden van subprogrammas, lees dan hier Haas M97 Lokale subprogramma-oproep met CNC-programmavoorbeeld Haas M98 subprogramma-oproep met basisvoorbeeldcode Enkele andere artikelen over CNC-subprogrammas Basisprincip
CNC machine