CNC Fanuc G72 ingeblikte cyclus geconfronteerd
Fanuc G72 gerichte cyclus
Als je enige tijd hebt doorgebracht op een cnc-machine met fanuc-besturing in een cnc-machinewerkplaats, dan heb je waarschijnlijk G72 Canned Cycle Facing gebruikt. en cnc-draaicyclus G71.
Omdat cnc-cyclusprogrammering in fanuc cnc-besturing gewoon eenvoudig is.
Waarom gebruiken we cnc-cycli lees voor- en nadelen van cnc-programmeercycli. In deze post ga ik dieper in op het gebruik en de programmering van de G72 Canned Cycle Facing op Fanuc cnc-besturing.
Lees voor Fanuc G71 draaicyclus dit artikel over G71.
Fanuc cnc-besturing wordt veel gebruikt, ongetwijfeld een van de meest favoriete cnc-besturingen van cnc-programmeurs, vanwege het programmeergemak en de duurzaamheid.
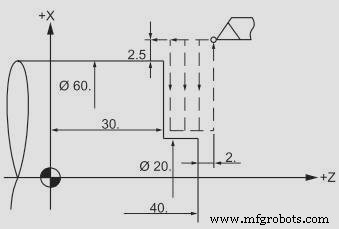
Programmeren
G72 W R G72 P Q U W
Parameters
Eerste blok