


Fanuc circulaire interpolatie G02 G-code voorbeeld
Fanuc circulaire interpolatie
Fanuc circulaire interpolatie-opdrachten (G02, G03 G-codes) worden gebruikt om een gereedschap langs een cirkelboog te verplaatsen.
G02 – Circulaire interpolatie met de klok mee.
G03 – Circulaire interpolatie tegen de klok in.
Hoe programmeer ik circulaire interpolatie?
Op CNC-draaimachines met Fanuc-besturing kan Clockwise Circular Interpolation (Arc) op de volgende manieren worden geprogrammeerd.
N10 G02 X Z R or N10 G02 X Z I K
Uitleg
N10 G02 X Z R
X – Boogeindpunt in X-as
Z – Boogeindpunt in Z-as
R – Boogstraal.
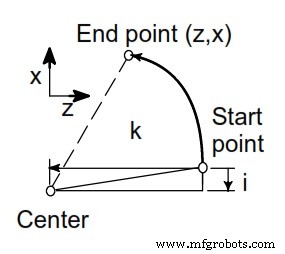
N10 G02 X Z I K
X- Boogeindpunt in X-as.
Z – Boogeindpunt in Z-as.
I – Afstand van boogstartpunt tot boogmiddelpunt in X-as.
K – Afstand van boogstartpunt tot boogmiddelpunt in de Z-as.
Fanuc circulaire interpolatie G02
Fanuc Circulaire Interpolatie G02 G Code Voorbeeld
Het volgende voorbeeld van een Fanuc-programma voor circulaire interpolatie is op meerdere verschillende manieren geprogrammeerd.
CNC-programmeurs/-machinisten kunnen de G02/G03 X Z R-methode of de G02/G03 X Z I K-methode gebruiken als de controle dit toelaat.
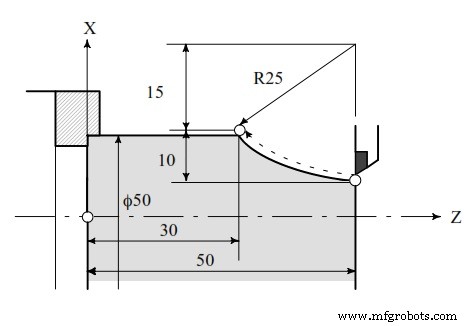
Fanuc Circulaire Interpolatie G02 G Code Voorbeeld
(Diameterprogrammering)
G02 X50 Z30 I25 F0.3
G02 U20 W-20 I25 F0.3
G02 X50 Z30 R25 F0.3
G02 U20 W-20 R25 F0.3
CNC machine
- Fanuc CNC-programmavoorbeeld
- CNC Fanuc G33 G32 draadsnijden G-code
- Fanuc G-codelijst
- Fanuc CNC draaibank programmeervoorbeeld
- CNC-programmeervoorbeeld G-code G02 Circulaire interpolatie met de klok mee
- CNC-programmavoorbeeld G03 circulaire interpolatie
- G02 G03 G Code circulaire interpolatie voorbeeldprogramma
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- CNC Circulaire Interpolatie Tutorial G02 G03
- CNC freesprogrammering absoluut incrementeel G90 G91 voorbeeldcode
- CNC G02 Circulaire interpolatie rechtsom CNC-freesvoorbeeldprogramma