


Haas G72 Type I Rough en G70 Finish Facing Cycle Program Voorbeeld – Fanuc-compatibel
Voorbeeld van Haas-draaibankprogrammering ter illustratie van het gebruik en de programmering van Haas G72 Type I Rough Facing Cycle/ G70 Finish Cycle.
De bovenstaande code werkt ook op cnc-draaimachines met Fanuc cnc-besturing met weinig of geen verandering.
Alle G-code/M-code die in dit Haas-draaibankprogrammeervoorbeeld worden gebruikt, worden hieronder gegeven met een beschrijving.
Haas G72 Type I Ruw G70 Finish Facing Cyclusprogramma Voorbeeld
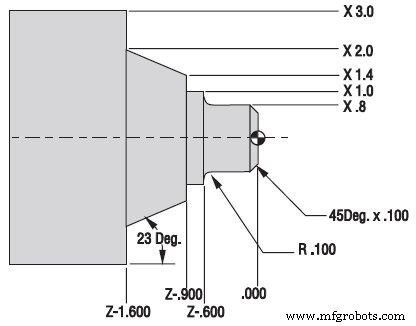
Haas G72 Type I Rough en G70 Finish Facing Programma Voorbeeld
O00096 N1 (G72 ROUGHING FACE) N2 G53 G00 X0. Z0. T0 (Sending home for a tool change) N3 T101 (O.D. TOOL x .031 TNR) (Select Tool 1 Offset 1) N4 G50 S3000 N5 G97 S450 M03 N6 G54 G00 X3.1 Z0.1 M08 (Rapid to start point above part stock) N7 G96 S370 N8 G72 P9 Q18 U0.01 W0.01 D0.06 F0.012 (G72 Rough Facing Cycle with TNC) N9 G41 G00 Z-1.6 (Starting sequence number defined by P8 in G72 and G70) N10 G01 X2. F0.008 N11 X1.4 Z-0.9 N12 X1. N13 Z-0.6 N14 G03 X0.8 Z-0.5 R0.1 N15 G01 Z-0.1 N16 X0.6 Z0. N17 X-0.062 N18 G40 G00 Z0.1 (End of part path geometry defined with P17 in G72 and G70) N19 G97 S450 M09 N20 G53 G00 X0. Z0. T0 (Sending home for a tool change) N21 M01 (Optional Stop) N22 (G70 FINISHING FACE) N23 G53 G00 X0. Z0. T0 (Sending home for a tool change) N24 T202 (O.D. TOOL x .015 TNR) (Select Tool 2 Offset 2) N25 G50 S3000 N26 G97 S450 M03 N27 G54 G00 X3.1 Z0.1 M08 (Rapid to start point) N28 G96 S420 N29 G70 P9 Q18 (Finish Facing with G70 Finish Cycle) N30 G97 S450 M09 N31 G53 G00 X0. Z0. T0 (Sending home for a tool change) N32 M30 ( End of Program and Reset)
G-codes
G00 Beweging in ijlgang.
G01 Lineaire interpolatiebeweging.
G03 Circulaire interpolatie – tegen de klok in.
G41 Compensatie beitelneus LINKS van het geprogrammeerde pad.
G40 Compensatie beitelneus ANNULEREN.
G50 Maximale toerentallimiet spil.
G53 Coördinaatverschuiving machinenulpuntpositionering.
G54 Positiecoördinaat nr. 1 werkstukoffset (instelling 56)
G72 Cyclus voor het verwijderen van eindvlak.
G70 Afwerkcyclus.
G96 Constante oppervlaktesnelheid aan.
G97 Constante oppervlaktesnelheid annuleren.
M-codes
M01 Optionele programmastop.
M03 Start de spil VOORWAARTS.
M30 Programma beëindigen en resetten naar het begin van het programma.
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- CNC Fanuc G73 patroonherhalingscyclus CNC-programmavoorbeeld
- CNC-programmeervoorbeeld met Fanuc G71 voordraaicyclus en G70
- CNC Fanuc G72 ingeblikte cyclus geconfronteerd
- Fanuc CNC-programmavoorbeeld
- Fanuc G70 G71 Cyclusprogramma voor voordraaien en nadraaien
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- Haas G71 voorbeeldprogramma
- CNC G81 boorcyclusprogramma voorbeeld
- Fanuc G94 Facing Cycle CNC-voorbeeldprogramma
- G72 Tegenoverliggende cyclus Eenregelig formaat voor Fanuc 10T 11T 15T