


Weerstandslassen:principe, typen, toepassing, voor- en nadelen
Vandaag leren we over het principe van weerstandslassen, typen, toepassingen, voor- en nadelen. Weerstandslassen is een vloeibaar lassen proces waarbij de metaal-op-metaalverbinding in vloeibare of gesmolten toestand ontstaat. Het is een thermo-elektrisch proces waarbij warmte wordt gegenereerd aan de interface-oppervlakken van lasplaten als gevolg van elektrische weerstand en een gecontroleerde lage druk wordt uitgeoefend op deze platen om een lasverbinding te creëren. Het wordt weerstandslassen genoemd omdat het elektrische weerstand gebruikt om warmte te produceren. Het is een zeer efficiënt vervuilingsvrij lasproces, maar de toepassingen zijn beperkt vanwege de hoge apparatuurkosten en de beperkte materiaaldikte. 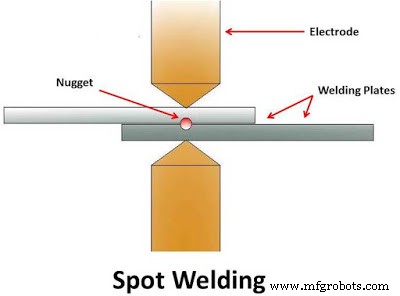
Weerstandslassen – punt-, naad-, projectie- en flitslassen:
Principe:
Alle weerstandslassen zoals puntlassen, naadlassen, projectielassen enz. werken volgens hetzelfde principe van warmteontwikkeling als gevolg van elektrische weerstand. Wanneer een stroom door elektrische weerstand gaat, produceert deze warmte. Dit is hetzelfde principe dat wordt gebruikt in een elektrische spoel. De hoeveelheid geproduceerde warmte is afhankelijk van materiaalweerstand, oppervlaktecondities, geleverde stroom, tijdsduur van geleverde stroom etc. Deze warmteontwikkeling vindt plaats door omzetting van elektrische energie in thermische energie. De formule voor warmteopwekking is H =I2RT WaarbijH =Warmte gegenereerd in jouleI =Elektrische stroom in ampèreR =Elektrische weerstand in OhmT =Tijd van de stroom in secondenDeze warmte wordt gebruikt om het grensvlakmetaal te smelten om een sterke lasverbinding te vormen door middel van fusie. Dit proces produceert las zonder toepassing van toevoegmateriaal, flux en beschermgassen.
Typen:
Er zijn vier hoofdtypen weerstandslassen. Dit zijnPleklassen:
Het is het eenvoudigste type weerstandslassen waarbij de werkstukken bij elkaar worden gehouden onder druk van het aambeeld. De koperelektroden worden in contact gebracht met het werkstuk en er begint stroom door te vloeien. Het materiaal van het werkstuk oefent enige weerstand uit in de stroom die lokale warmteontwikkeling veroorzaakt. Bij de interface-oppervlakken is de weerstand hoog vanwege de luchtspleet. De stroom begint er doorheen te stromen, waardoor het interface-oppervlak smelt. De hoeveelheid stroomtoevoer en tijd moeten voldoende zijn voor het goed smelten van interface-oppervlakken. Nu stopte de stroom met vloeien, maar de druk die door de elektrode werd uitgeoefend, bleef een fractie van een seconde gehandhaafd, terwijl de las snel afkoelde. Daarna worden de elektroden verwijderd en op een andere plek in contact gebracht. Het zal een cirkelvormige goudklomp creëren. De nuggetgrootte is afhankelijk van de grootte van de elektrode. Het is over het algemeen ongeveer een diameter van 4-7 mm.
Naadlassen:
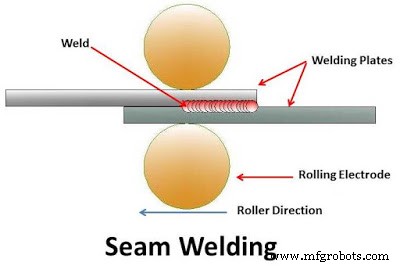
Naadlassen wordt ook continu puntlassen genoemd, waarbij een elektrode van het roltype wordt gebruikt om stroom door werkstukken te laten stromen. Eerst worden de rollen in contact gebracht met het werkstuk. Door deze rollen wordt een hoge ampèrestroom geleid. Hierdoor zullen de interface-oppervlakken smelten en een lasverbinding vormen. Nu beginnen de rollen te rollen bij de werkplaten. Hierdoor ontstaat een doorlopende lasverbinding. De timing van de las en de beweging van de elektrode wordt gecontroleerd om ervoor te zorgen dat de lasoverlap en het werkstuk niet te heet worden. De lassnelheid is ongeveer 60 in/min bij naadlassen. Het wordt gebruikt om luchtdichte verbindingen te maken.
Projectielassen:
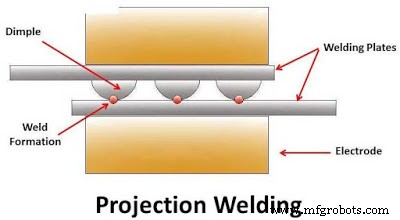
Projectielassen is hetzelfde als puntlassen, behalve dat er een kuiltje wordt geproduceerd op werkstukken op de plaats waar las gewenst is. Nu gaan de werkstukken die tussen de elektrode worden gehouden en een grote hoeveelheid stroom erdoorheen. Er wordt een kleine hoeveelheid druk uitgeoefend via de elektrode op lasplaten. De stroom gaat door het kuiltje waardoor het smelt en de druk zorgt ervoor dat het kuiltje plat wordt en een las vormt.
Flash butt Welding:
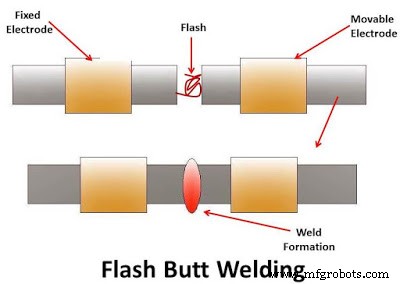
Het is een ander type weerstandslassen dat wordt gebruikt om buizen en staven in de staalindustrie te lassen. Hierbij worden twee te lassen werkstukken in de elektrodehouders geklemd en wordt een hoge pulsstroom in het bereik van 100.000 ampère aan het werkstukmateriaal toegevoerd. Hierbij worden twee elektrodehouders gebruikt waarvan de ene vast en de andere verplaatsbaar is. In eerste instantie wordt de stroom geleverd en wordt de beweegbare klem tegen de vaste klem gedrukt vanwege het contact van deze twee werkstukken bij hoge stroomsterkte, er wordt een flits geproduceerd. Wanneer het interface-oppervlak in plastische vorm komt, wordt de stroom gestopt en wordt de axiale druk verhoogd om een verbinding te maken. In dit proces wordt las gevormd door plastische vervorming.
Toepassing:
- Weerstandslassen wordt veel gebruikt in de auto-industrie.
- Projectielassen wordt veel gebruikt bij de productie van bouten en moeren.
- Naadlassen wordt gebruikt om lekkageverbindingen te maken die nodig zijn in kleine tanks, ketels enz.
- Flitslassen wordt gebruikt om pijpen en buizen te lassen.
Voor- en nadelen:
Voordelen:
- Het kan zowel dunne (0,1 mm) als dikke (20 mm) metalen lassen.
- Hoge lassnelheid.
- Eenvoudig geautomatiseerd.
- Zowel vergelijkbare als ongelijke metalen kunnen worden gelast.
- Het proces is eenvoudig en volledig geautomatiseerd, dus er is geen hooggekwalificeerde arbeid voor nodig.
- Hoge productiesnelheid.
- Het is een milieuvriendelijk proces.
- Het vereist geen vulmetaal, vloeimiddel en beschermgassen.
Nadelen:
- Hoge kosten voor apparatuur.
- De dikte van het werkstuk is beperkt vanwege de huidige vereisten.
- Het is minder efficiënt voor sterk geleidende materialen.
- Hoog elektrisch vermogen vereist.
- Lasverbindingen hebben een lage trek- en vermoeiingssterkte.
Gaslassen:principe, werking, uitrusting, toepassing, voor- en nadelen
Elektronenstraallassen:principe, werking, uitrusting, toepassing, voor- en nadelen
Productieproces
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektrochemische bewerking:principe, bewerking, uitrusting, toepassing, voor- en nadelen
- Elektroslaklassen:principe, werking, toepassing, voor- en nadelen
- Plasmabooglassen:principe, werking, apparatuur, typen, toepassing, voor- en nadelen
- Thermietlassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Solid State-lasproces:principe, typen, toepassing, voor- en nadelen
- Wrijvingsroerlassen (FSW):Principe, werking, toepassing, voor- en nadelen
- Toepassingen, voor- en nadelen van TIG-lassen