


Elektroslaklassen:principe, werking, toepassing, voor- en nadelen
Vandaag zullen we leren over het principe van Electroslag-lassen, werken, toepassing, voor- en nadelen met zijn diagram. Elektroslaklassen is een niet-traditioneel lasproces waarbij een smeltbad ontstaat. Deze methode is een combinatie van zowel booglassen als weerstandslassen, omdat bij het starten warmte wordt gegenereerd door een boog tot stand te brengen tussen de elektrode en het basismetaal (zoals bij booglassen). Deze warmte leidt tot smeltflux en creëert een smeltbad tussen de elektrode en het basismetaal. Nu vloeit de stroom door dit smeltbad en wordt warmte ontwikkeld als gevolg van elektrische weerstand (zoals bij weerstandslassen). Om deze reden wordt dit een combinatie van booglassen en weerstandslassen genoemd. 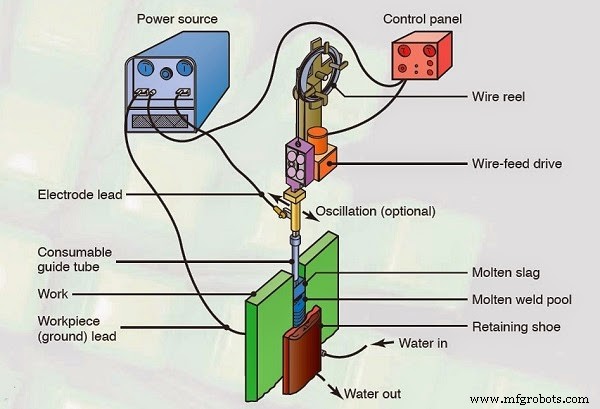
Elektroslaglassen:
Electrosalg-lassen is een bergopwaarts lasproces. Bergopwaarts lasproces is een proces waarbij lasverbindingen in verticale richting worden gemaakt en de te lassen platen verticaal worden gehouden. Dit lassen gebeurt zowel in single pass als multipass. Voordat we de werking ervan bespreken, moeten we meer te weten komen over het principe van een elektroslaklasmachine.
Principe:
Het werkt volgens het gemeenschappelijke principe van warmteontwikkeling vanwege boog en elektrische weerstand. In het begin ontstaat er een boog tussen de laselektrode en het basismetaal, dat de neiging heeft om toevoegmetaal te smelten. Dit vulmetaal zal de holte tot op zekere hoogte vullen. Nu gaat de stroom door dit uitgestrekte oppervlak en wordt warmte gegenereerd als gevolg van elektrische weerstand. Deze warmte heeft verder de neiging om vulmetaal te smelten dat continu vanaf de rol wordt toegevoerd. Toevoegdraad wordt continu door de rol gevoerd. Deze draad wordt door een buis gevoerd en stuurt zijn stroom. Deze lasdraad smelt en vult de las en maakt een sterke verbinding.
Werking van elektroslaklasmachine:
Zoals we weten, is elektroslaklassen een bergopwaarts lasproces, zodat de te lassen platen op enige afstand verticaal worden gehouden. Het lasmetaal of vulmetaal zet zich af tussen de holtes die tussen de platen zijn gevormd door het smelten van elektroden met behulp van warmteontwikkeling door stroom. Dit vulmetaal vormt een metalen pool die in de lasholte stolt, zodat er een sterke verbinding tussen de platen ontstaat. Elektroslaklassen werkt als volgt.
- De eerste stroom loopt tussen de laselektrode en de basisplaat. Dit brengt een boog tot stand tussen elektrode en basisplaat die de flux of lasdraad verwarmt. Deze warmte leidt ertoe dat het vulmetaal smelt en neerslaat in de lasholte.
- Nu komt de gekoelde koperschoen in actie en begint dit toevoegmetaal in de lasholte te stollen. Dit zal worden gedaan om te voorkomen dat het lasmetaal wegvloeit.
- Terwijl het toevoegmetaal in de lasholte stolde, vloeide de stroom erdoorheen. Het zal warmte genereren als gevolg van elektrische weerstand. Deze warmte wordt verder gebruikt om het toevoegmetaal continu om te smelten tot de lasholte.
- Het vulmetaal zorgt continu voor een doorlopende rolopstelling zoals weergegeven in de afbeelding.
- Tijdens het lassen worden zowel de koperen schoen als het invoermechanisme naar boven verplaatst zonder dat de hele holte wordt gevormd.
- Dit zorgt voor een sterke verbinding in een enkele doorgang. De enkel- of meerlaagse las wordt gebruikt afhankelijk van de plaatdikte.
Toepassing:
Het wordt gebruikt in de zware industrie waar plaatdiktes tot 80 mm moeten worden gelast. Dit proces wordt gebruikt om groot gieten en smeden samen te voegen om een zeer grote en samengestelde structuur te produceren. Lassen van dikwandige buizen met grote diameter, drukvaten, opslagtanks en schepen etc.
Voor- en nadelen:
Voordelen:
- De koelsnelheid is erg laag, dus koud kraken is geen probleem.
- Er is geen probleem van slakopname of porositeit bij elektroslaklassen.
- Het proces is semi-automatisch en sneller.
- Zwaardere secties kunnen in één doorgang worden gelast.
- Er kan een hoge productiviteit worden bereikt.
- Lage kosten voor gezamenlijke voorbereiding.
Nadelen:
- Te hoge warmtetoevoer naar de basis.
- Hoge temperatuur van lassen vereist koeling.
- Langzame afkoeling geeft kolomvormige korrel in las.
Dit gaat allemaal over het Electroslag Welding-principe, werking, toepassing, voor- en nadelen met zijn diagram. Als u vragen heeft over dit artikel, kunt u deze stellen door een opmerking te plaatsen. Als je dit artikel leuk vindt, vergeet het dan niet te delen op sociale netwerken. Bedankt voor het lezen.
Elektrische ontladingsbewerking:principe, werking, uitrusting, voor- en nadelen met diagram
Plasmabooglassen:principe, werking, apparatuur, typen, toepassing, voor- en nadelen
Productieproces
- Waterstraal- en schurende waterstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Laserstraalbewerking ::Principe, Werking, Apparatuur, Toepassing, Voor- en Nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Plasmabooglassen:principe, werking, apparatuur, typen, toepassing, voor- en nadelen
- Thermietlassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Solid State-lasproces:principe, typen, toepassing, voor- en nadelen
- Werkingsprincipes, voor- en nadelen van MIG-lassen
- Toepassingen, voor- en nadelen van Elektroslaklassen (ESW)