


Plasmabooglassen:principe, werking, apparatuur, typen, toepassing, voor- en nadelen
Vandaag zullen we leren over het principe van plasmabooglassen, typen, werken, apparatuur, toepassing, voor- en nadelen met zijn diagram. Plasmabooglassen is een lasproces in vloeibare toestand waarbij de metaal-op-metaalverbinding zich in gesmolten toestand vormt. De hete geïoniseerde gassen staan bekend als plasma. Deze hete geïoniseerde gassen worden gebruikt om de werkplaten te verwarmen en de verbinding ontstaat door fusie. Dit lasproces is hetzelfde als het TIG-lasproces, behalve dat plasma wordt gebruikt om de werkstukken te lassen in plaats van boog . Opvulmateriaal kan al dan niet worden gebruikt bij dit type lassen . Een groot voordeel van plasmabooglassen is dat het minder stroomverbruik gebruikt in vergelijking met TIG of MIG processen voor produceert dezelfde warmte. 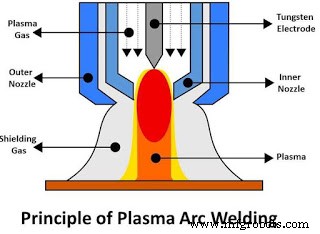
Plasmabooglassen:
Principe:
De hete geïoniseerde gassen staan bekend als plasma. Wanneer een voldoende hoeveelheid energie aan een inert gas wordt geleverd, breken sommige van zijn elektronen los van de kern, maar reizen ermee mee. Nadat de elektronen zijn vertrokken, worden de atomen omgezet in hete geïoniseerde toestand. Het is de meest voorkomende staat van materie die bekend staat als de vierde staat van materie. Deze geïoniseerde atomen hebben een hoge warmte-inhoud die verder wordt gebruikt om twee platen samen te voegen. Dit is het basisprincipe van plasmabooglassen. Dit lassen is een uitgebreide vorm van TIG-lassen waarin een niet-verbruikbare wolfraamelektrode wordt gebruikt om een boog te produceren. Deze boog verwarmt de inerte gassen die vanuit de binnenste opening rond de wolfraamelektrode worden geleverd. De verwarmingstemperatuur is ongeveer 30000 graden Celsius, waarbij het gas wordt omgezet in geïoniseerde vorm. Dit hete geïoniseerde gas werd verder gebruikt om een lasverbinding te maken door middel van fusie.
Apparatuur:
Power Source:
Het PAW-proces had een DC-voeding met hoog vermogen nodig om elektrische vonken te genereren tussen wolfraamelektrode en lasplaten (voor overgedragen PAW-proces) of tussen wolfraamelektrode en ontladingsmondstuk (voor niet-overgedragen PAW-proces). Een van de belangrijkste kenmerken van plasmabooglassen, waardoor het anders is dan TIG, is het lasvermogen met lage ampère. Dit lassen kan met een lage ampère van ongeveer 2 ampère en de maximale stroom die het aankan is ongeveer 300 ampère. Voor een goede werking heeft hij ongeveer 80 volt nodig. De stroombron bestaat uit een transformator, gelijkrichter en bedieningsconsole.
Plasmaboogtoorts:
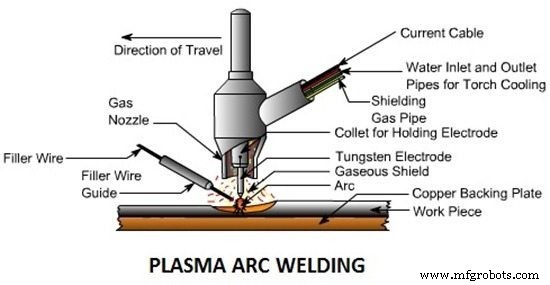
Dit is het belangrijkste onderdeel van het PAW-proces. Deze toorts lijkt veel op die bij TIG-lassen, maar is te complex. Het bestaat uit vier hoofdonderdelen die wolfraamelektrode, spantangen, binnenmondstuk en buitenmondstuk zijn. De wolfraamelektrode wordt vastgehouden door de spantang. De spantang is verkrijgbaar in verschillende diameters. Het binnenste gasmondstuk levert inerte gassen in de toorts om plasma te vormen. Het buitenste mondstuk levert beschermgassen die het lasgebied beschermen tegen oxidatie. Deze sproeiers slijten snel. PAW-toortsen zijn watergekoeld omdat er een boog in de toorts zit die veel warmte produceert, dus er is een watermantel aan de buitenkant van de toorts aangebracht.
Afscherming en plasmagasvoorziening:
Over het algemeen is plasmagas hetzelfde als beschermgas dat door dezelfde bron wordt geleverd. Voornamelijk inerte gassen zoals argon, helium etc. worden gebruikt als zowel inerte als beschermgassen. Dit gas wordt zowel aan de inerte als aan de buitenste mondstukken toegevoerd.
Opvulmateriaal:
Bij dit lasproces wordt meestal geen toevoegmateriaal gebruikt. Als vulmateriaal wordt gebruikt, wordt dit rechtstreeks in de laszone gevoerd.
Typen:
Voornamelijk plasmabooglassen kan in twee soorten worden ingedeeld.
Niet-overgedragen plasmabooglassen:
Bij dit lasproces wordt gelijkstroom met rechte polariteit gebruikt. In dit proces wordt de wolfraamelektrode verbonden met de negatieve en het mondstuk is verbonden met de positieve pool. De boog produceert tussen wolfraamelektrode en mondstuk in de toorts. Dit zal de ionisatie van het gas in de toorts verhogen. De toorts brengt dit geïoniseerde gas over voor verder proces. Het wordt gebruikt om dunne platen te lassen.
Overgedragen plasmabooglassen:
Dit proces maakt ook gebruik van gelijkstroom met rechte polariteit. In dit proces wordt de wolfraamelektrode verbonden met de negatieve pool en het werkstuk wordt verbonden met de positieve pool. De boog wordt geproduceerd tussen de wolfraamelektrode en het werkstuk. In dit proces worden zowel plasma als boog overgebracht naar het werkstuk, wat de verwarmingscapaciteit van het proces verhoogt. Het wordt gebruikt om dikke platen te lassen.
Werkt:
Dit lassen werkt op hetzelfde als TIG, in plaats daarvan wordt plasma gebruikt om het moedermateriaal op te warmen. De werking ervan kan als volgt worden samengevat.
- Eerst worden de werkstukken goed schoongemaakt. De stroombron levert stroom die een boog produceert tussen de wolfraamelektrode en het mondstuk, of de wolfraamelektrode en het werkstuk.
- De wolfraamelektrode geeft een hoge intense boog die wordt gebruikt voor de ionisatie van gasdeeltjes en zet de uitstroomgassen om in plasma. Dit hete geïoniseerde gas wordt vanuit een kleine opening aan de lasplaten toegevoerd. li>
- De beschermgassen zoals argon enz. worden via een drukventiel en regelventiel naar het buitenste mondstuk van de lastoorts gevoerd. Deze gassen vormen een schild rond het lasgebied dat het beschermt tegen atmosferische gassen zoals zuurstof , stikstof enz.
- Het plasma raakt de lasplaten en versmelt deze tot één stuk. Vervolgens wordt de lastoorts in de lasrichting bewogen.
- Als er voor het lassen vulmateriaal nodig is, wordt dit handmatig door de lasser toegevoerd.
Toepassing:
- Dit lassen wordt gebruikt in de zee- en ruimtevaartindustrie.
- Het wordt gebruikt om buizen en pijpen van roestvrij staal of titanium te lassen.
- Het wordt meestal gebruikt in de elektronische industrie.
- Het wordt gebruikt om gereedschappen, matrijzen en schimmels te repareren.
- Het wordt gebruikt om te lassen of te coaten op turbine mes.
Voor- en nadelen:
Voordelen:
- Hoge lassnelheid.
- Hoge energie beschikbaar voor lassen. Het kan gemakkelijk worden gebruikt om harde en dikke werkstukken te lassen.
- De afstand tussen gereedschap en werkstuk heeft geen invloed op de boogvorming.
- Laag stroomverbruik voor las van dezelfde grootte.
- Stabielere boog geproduceerd door PAW-methode.
- Hoge intense boog of hoge penetratiegraad.
- Het kan werken bij een lage stroomsterkte.
Nadelen:
- Hogere apparatuurkosten.
- Lawaaierige bewerking.
- Meer straling.
- Hooggeschoolde arbeid vereist.
- Hoge onderhoudskosten.
Elektroslaklassen:principe, werking, toepassing, voor- en nadelen
Thermietlassen:principe, werking, uitrusting, toepassing, voor- en nadelen
Productieproces
- Waterstraal- en schurende waterstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Laserstraalbewerking ::Principe, Werking, Apparatuur, Toepassing, Voor- en Nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektrochemische bewerking:principe, bewerking, uitrusting, toepassing, voor- en nadelen
- Elektroslaklassen:principe, werking, toepassing, voor- en nadelen
- Solid State-lasproces:principe, typen, toepassing, voor- en nadelen
- Werkingsprincipes van SMAW, de voor- en nadelen ervan
- Toepassingen, voor- en nadelen van plasmabooglassen