


Elektronenstraallassen:principe, werking, uitrusting, toepassing, voor- en nadelen
Vandaag zullen we leren over elektronenstraallassen, principe, werking, apparatuur, toepassing, voor- en nadelen met zijn diagram. Elektronenstraallassen is een lasproces in vloeibare toestand. Lassen in vloeibare toestand zijn die lasprocessen waarbij de metaal-op-metaalverbinding zich in vloeibare of gesmolten toestand vormt. Dit wordt ook geclassificeerd als een nieuw lasproces omdat het kinetische energie van elektronen gebruikt om twee metalen werkstukken samen te smelten. Dit lassen is in 1958 ontwikkeld door de Duitse natuurkundige Karl-Heinz. Bij dit lasproces treft een hoge straal elektronen de lasplaten waar de kinetische energie wordt omgezet in warmte-energie. Deze warmte-energie is voldoende om de werkstukken te smelten en tot één geheel te versmelten. Dit hele proces wordt in vacuüm uitgevoerd, anders botsen de elektronen met luchtdeeltjes en verliezen ze hun energie. 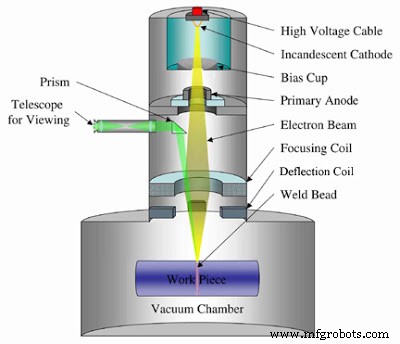
Beeldbron: https://www.ebindustries.com/electron-beam-welding/
Elektronenstraallassen:
Principe:
Dit lassen werkt volgens hetzelfde principe van elektronenstraalbewerking . Dit proces gebruikt kinetische energie van elektronen om warmte te produceren. Deze warmte wordt verder gebruikt om twee lasplaten te lassen. Wanneer een hoge straal elektronen de lasplaten raakt, wordt de kinetische energie ervan omgezet in warmte-energie. Deze warmte-energie is voldoende om twee metalen platen samen te smelten tot een lasverbinding.
Apparatuur:
Voeding:
Dit proces maakt gebruik van een stroombron om een continue elektronenstraal te leveren voor het lasproces. Het spanningsbereik van lassen is ongeveer 5 – 30 kV voor laagspanningsapparatuur of voor dun lassen en 70 – 150 kV voor hoogspanningsapparatuur of voor dik lassen.
Elektronenkanon:
Het is het hart van elektronenstraallassen. Het is een kathodebuis (negatieve pool) die elektronen genereert, versnelt en op een plek focust. Dit pistool is meestal gemaakt van wolfraam- of tantaallegeringen. De kathodegloeidraad verwarmd tot 2500 graden Celsius voor continue emissie van elektronen.
Anode:
Anode is een positieve pool die zich net na het elektronenkanon bevindt. De belangrijkste functie is om negatieve lading aan te trekken (in dit geval elektron) hen een pad te geven en niet toe te staan dat ze van zijn pad afwijken.
Magnetische lenzen:
Er zijn een reeks magnetische lenzen die alleen convergente elektronen doorlaten. Ze absorberen alle lage energie en divergente elektronen, en zorgen voor een hoge intense elektronenbundel.
Elektromagnetische lens en afbuigspoel:
Elektromagnetische lens die wordt gebruikt om de elektronenstraal op het werkstuk te focussen en de afbuigspoel buigt de straal af op het vereiste lasgebied. Dit zijn de laatste eenheden van het EBW-proces.
Werkhouder:
EBW gebruikt een CNC-tafel voor het vasthouden van het werkstuk dat in alle drie de richtingen kan bewegen. De lasplaten worden op een CNC-tafel geklemd met behulp van geschikte bevestigingen .
Vacuümkamer:
Zoals we weten, vindt dit hele proces plaats in een vacuümkamer. Vacuüm wordt gecreëerd door mechanisch of elektrisch aangedreven pomp . Het drukbereik in de vacuümkamer is ongeveer 0,1 tot 10 Pa.
Werkt:
De werking ervan kan als volgt worden samengevat.
- Eerst produceert het elektronenkanon, dat een kathode is, elektronen. Deze elektronen bewegen naar de anode die positief geladen is en direct na het elektronenkanon wordt geplaatst.
- De anode versnelt de elektronen en vormt een elektronenstraal die verder beweegt naar magnetische lenzen.
- De magnetische lenzen zijn een reeks lenzen die worden gebruikt om elektronen met lage energie te absorberen en laten geen divergerend elektron er doorheen gaan. Het zorgt voor een zeer intense elektronenstraal.
- Nu gaat deze elektronenstraal door de elektromagnetische lens en de defecte spoel die worden gebruikt om de elektronenstraal op de vereiste plek scherp te stellen en af te buigen. energie wordt omgezet in warmte-energie als gevolg van botsing. Deze warmte-energie wordt gebruikt om las te creëren door fusie. Dit hele lasproces wordt uitgevoerd in een vacuümkamer, anders botsen de elektronen met het luchtdeeltje in de weg en verliezen hun energie.
Deze werking is gemakkelijk te begrijpen door de video te volgen.
Toepassing:
- Het wordt gebruikt in de lucht- en ruimtevaartindustrie en de maritieme industrie voor constructiewerk
- Het wordt gebruikt om titanium en zijn legering te verbinden.
- Dit type lassen wordt veel gebruikt om versnellingen aan te sluiten , transmissiesysteem , turbolader enz. in de auto-industrie.
- Het wordt gebruikt om elektronische connectoren in elektronische industrieën te lassen.
- Dit proces wordt ook gebruikt in kernreactoren en in de medische industrie
Voor- en nadelen:
Voordelen:
- Het kan zowel gelijkaardige als ongelijksoortige metalen lassen.
- Het biedt een hoge metaalverbindingssnelheid.
- Lage bedrijfskosten omdat er geen vulmateriaal en vloeimiddel worden gebruikt.
- Het biedt een hoogwaardig lasoppervlak.
- Het kan worden gebruikt om harde materialen te lassen.
- Minder lasfouten optreden als gevolg van het hele proces dat in vacuüm wordt uitgevoerd.
Nadelen:
- Hoge kapitaal- of opstartkosten.
- Hooggeschoolde arbeidskrachten vereist.
- Vaak onderhoud vereist.
- De grootte van de werkstukken is beperkt afhankelijk van de vacuümkamer.
- Het kan niet op de site vanwege het vacuüm.
Dit gaat allemaal over elektronenstraallassen, principe, werking, apparatuur, toepassing, voor- en nadelen. Als u vragen heeft over dit artikel, kunt u deze stellen door een opmerking te plaatsen. Als je dit artikel leuk vindt, vergeet dan niet om het met je vrienden te delen. Schrijf u in op onze website voor meer interessante artikelen. Bedankt voor het lezen.
Beeldbron: https://www.ebindustries.com/electron-beam-welding/
Productieproces
- Waterstraal- en schurende waterstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Laserstraalbewerking ::Principe, Werking, Apparatuur, Toepassing, Voor- en Nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektrochemische bewerking:principe, bewerking, uitrusting, toepassing, voor- en nadelen
- Elektroslaklassen:principe, werking, toepassing, voor- en nadelen
- Plasmabooglassen:principe, werking, apparatuur, typen, toepassing, voor- en nadelen
- Solid State-lasproces:principe, typen, toepassing, voor- en nadelen
- Werkingsprincipes, voor- en nadelen van MIG-lassen