


Wrijvingsroerlassen (FSW):Principe, werking, toepassing, voor- en nadelen
Vandaag zullen we leren over het principe van wrijvingsroerlassen, werken, toepassing, voor- en nadelen met zijn diagram. Wrijvingsroerlassen (FSW) is een lasprocédé in vaste toestand. Het is gewoonlijk een soort wrijvingslassen, maar vanwege de veelzijdige toepassingen wordt het beschouwd als een afzonderlijk lasproces. Bij dit type lassen proces wordt er geen externe warmte toegevoerd en vindt de verbindingsvorming plaats door diffusie aan grensvlakken onder hoge druk en wrijvingskracht. Bij dit proces is er geen sprake van gesmolten of plastische toestand, dus het is gecategoriseerd in een lasproces in vaste toestand.
Wrijvingsroerlassen (FSW):
Principe:
Wrijvingsroerlassen werkt volgens hetzelfde principe als wrijvingslassen. In dit proces wordt wrijving gebruikt om warmte te genereren aan het interface-oppervlak. Deze hitte begint verspreiding proces op het paringsoppervlak. Een hoge drukkracht uitgeoefend op deze pasvlakken die het metaaldiffusieproces versnelt en een metaal-op-metaal verbinding vormt. Dit is het basisprincipe van wrijvingslassen . Bij wrijvingsroerlassen wordt een roterend gereedschap gebruikt om wrijving en drukkracht op de platen uit te oefenen. Dit gereedschap roteert om zijn eigen as en beweegt in de lengterichting op de plaatinterface die warmte genereert door wrijving tussen het roterende gereedschap en het werkstuk. Deze warmte vervormde het interface-oppervlak en diffundeerde de twee stukken werkstuk in elkaar door een hoge drukkracht uit te oefenen. Deze verbinding wordt gecreëerd door een thermomechanische behandeling aan het interface-oppervlak. Een groot voordeel dat het een veelzijdig lasproces maakt, is dat het gemakkelijk kan worden geautomatiseerd en een hogere metaalverbindingssnelheid oplevert. Het wordt meestal gebruikt om zich bij aluminiumlegering aan te sluiten.
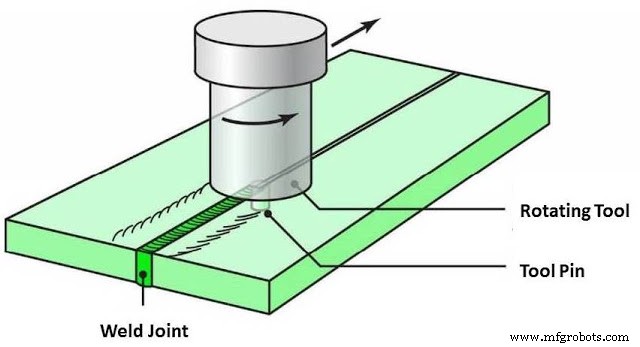 |
| Diagram van FSW |
Werkt:
Het werkproces van wrijvingsroerlassen kan als volgt worden samengevat.
- Eerst worden beide werkplaten op dezelfde manier aan elkaar geklemd als in een stompe verbinding. De lasbare oppervlakken van beide platen staan in contact met elkaar.
- Nu wordt een roterende gereedschapspen in werkstukken gestoken op de interface-oppervlakken totdat de schouder van het gereedschap het werkstuk raakt. Dit zal het materiaal plastisch vervormen als gevolg van verwarming door wrijvingskracht. Dit is de toestand van de verbindingsproces waarbij intermoleculaire diffusie het materiaal plastisch zal vervormen als gevolg van verwarming door wrijvingskracht.
- Het roterende gereedschap wordt nu naar voren verplaatst langs de verbindingslijn. Dit vormt een verbinding achter het gereedschap.
- Het gereedschap beweegt continu zonder dat de hele las in vorm is. Na het verbindingsproces wordt het gereedschap gescheiden van het werkstuk. Het gat dat door de gereedschapspen wordt gemaakt, blijft in de lasplaten.
De werking ervan kan duidelijk worden begrepen door de video te volgen.
Toepassing:
- FSW wordt meestal gebruikt in de vliegtuigindustrie voor het lassen van vleugels, brandstoftanks, vliegtuigconstructies enz.
- Gebruikt in de maritieme industrie voor constructiewerk.
- Wordt gebruikt in de auto-industrie om velgen, chassis, brandstoftanks en ander constructiewerk te lassen.
- Het wordt gebruikt in de chemische industrie voor het verbinden van pijpleidingen, warmtewisselaars, airconditioners enz.
- Wrijvingsroerlassen wordt ook gebruikt in de elektronische industrie voor het verbinden van busbar, aluminium met koper, connectoren en andere elektronische apparatuur.
- Het wordt veel gebruikt in de fabricage-industrie.
Voor- en nadelen:
Voordelen:
- Het is een solid-state laswerk, dus er wordt geen vloeimiddel, vulmetaal enz. gebruikt.
- FSW kan worden gebruikt om zowel gelijkaardige als ongelijksoortige metalen te lassen.
- Fijne korrelgrootte en laskwaliteit kunnen worden verkregen door dit proces
- Lager stroomverbruik door afwezigheid van externe verwarming.
- In hoge mate geautomatiseerd.
- Weinig onderhoud vereist.
- Groot lasnaadontwerp beschikbaar en het kan in alle richtingen lassen.
- Eenvoudig te bedienen en veroorzaakt geen milieuvervuiling.
Nadelen:
- Ingewikkelde of speciale opstelling regeling vereist.
- Het creëert een zichtbaar gat in lasplaten.
- Hoge initiële of installatiekosten.
- Het is minder flexibel in vergelijking met booglasproces .
- FSW kan geen opvulvoegen maken.
- Niet-vervalsbaar materiaal kan niet worden gelast.
Solid State-lasproces:principe, typen, toepassing, voor- en nadelen
Smeedlassen:principe, werking, toepassing, voor- en nadelen
Productieproces
- Wat is wrijvingslassen? - Werken en toepassen?
- Waterstraal- en schurende waterstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Laserstraalbewerking ::Principe, Werking, Apparatuur, Toepassing, Voor- en Nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektroslaklassen:principe, werking, toepassing, voor- en nadelen
- Plasmabooglassen:principe, werking, apparatuur, typen, toepassing, voor- en nadelen
- Werkingsprincipe van wrijvingslassen:
- Werkingsprincipes, voor- en nadelen van MIG-lassen