


Thermietlassen:principe, werking, uitrusting, toepassing, voor- en nadelen
Vandaag leren we over thermietlassen, principe, werking, apparatuur, toepassing, voor- en nadelen. Thermietlassen is een lasprocédé in vloeibare toestand waarbij de metaal-op-metaalverbinding ontstaat door het smelten van het basismateriaal of het aanbrengen van vulmateriaal in vloeibare vorm. Dit lassen wordt verder geclassificeerd in chemisch lasproces omdat de warmte die nodig is voor het smelten van het basismateriaal of vulmateriaal wordt bereikt door een exotherme chemische reactie. Het woord "thermiet" wordt gebruikt voor een mengsel van aluminiummetaal en ijzeroxide in een verhouding van 1:3. Dit procédé werd in 1898 door Goldschmidt ontdekt. Dit lassen wordt vooral gebruikt bij het lassen van spoorwegen en elektrische connectoren. 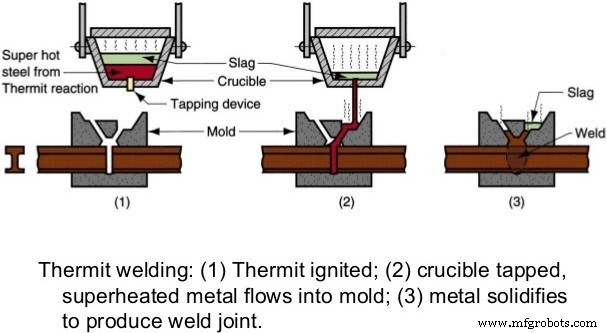
Beeldbron: https://www.slideshare.net/nageshkhandre/thermit-welding-nmk
Thermietlassen:
Principe:
Zoals we hebben besproken, is thermietlassen een chemisch lasproces in vloeibare toestand, waarbij de vorming van verbindingen plaatsvindt in gesmolten toestand. In de praktijk is het een combinatie van lassen en gieten proces waarbij het gesmolten ijzer op de lasplaten wordt gegoten en laat stollen om een permanent sterke verbinding te maken. De gesmolten toestand van ijzer ontstaat zonder toepassing van externe warmte of conventionele oven, dus dit wordt beschouwd als een lasproces. Bij dit type lassen , wordt een mengsel van aluminium en ijzeroxide gebruikt in een gewichtsverhouding van 1:3. Dit mengsel reageert chemisch als volgt.
Apparatuur:
Refectorium Crucible:
Het thermietmengsel van ijzeroxide en aluminium reageert in een refterkroes. Deze smeltkroes is gemaakt van grafiet of andere geschikte reftermaterialen, die een temperatuur van ongeveer 3000 graden Celsius aankunnen. Er is een poort aan de onderkant van de smeltkroes voor de uitgang van gesmolten metaal. De slakvorm door aluminiumoxide drijft over gesmolten metaal vanwege het dichtheidsverschil dat daaruit wordt verwijderd.
Thermite-mengsel:
Een mengsel van aluminium en ijzeroxide in de juiste verhouding, bekend als thermietmengsel. De verhouding van aluminium tot ijzeroxide is ongeveer 1:3 op gewichtsbasis. Bij het koperthermietlassen wordt koperoxide met aluminiummengsel gebruikt.
Mold:
In de thermiet lasvorm wordt gemaakt door grafiet of zand. Grafietmallen zijn permanente mal die wordt gebruikt om verschillende soortgelijke verbindingen te maken. Daar waar het voegontwerp elke keer anders is, wordt gebruik gemaakt van zandvorm. Voor het maken van zandvorm wordt waspatroon gebruikt. Deze mal is gemaakt rond het onderdeel dat gelast moet worden. Het ontvangt het gesmolten metaal. De mal bevat runner, riser, poortsysteem, warmte-opening enz. Hetzelfde als gebruikt bij het gieten.
Waspatroon:
Waspatroon wordt gebruikt om zand rond de laswerkstukken te maken. Het zand wordt rond het waspatroon geramd om zand te vormen. Na goed stampen wordt de mal verwarmd waardoor het waspatroon wordt verwijderd door het te smelten.
Moulding Flask:
De zandvorm ontstaat in de vormkolf. Het waspatroon dat rondom de lasholte ontstaat, wordt in het midden van de kolf geplaatst. Het vormzand ramde in de kolf om zand te vormen.
Vormhandvatklem:
Dit is een klem die wordt gebruikt om de vormkolf om de lasplaten te bevestigen.
Ignite powder:
Om het thermietmengsel te ontsteken is het voorverwarmen van dit mengsel essentieel, dit gebeurt door middel van ontstekingspoeder. Het is een zeer ontvlambaar poeder dat de maximale temperatuur van 1300 graden Celsius kan bereiken, wat essentieel is om de thermietreactie te starten.
Werkt:
Nu kennen we het basisprincipe en essentiële onderdelen van thermietlassen. Thermietlassen is vergelijkbaar met een gietproces waarbij de gesmolten toestand van metaal wordt gecreëerd door de chemische reactie. De werking ervan kan als volgt worden samengevat.
- Eerst worden beide werkstukken die gelast moeten worden schoongemaakt.
- Nu wordt er een waspatroon gemaakt rond de lasholte.
- Een vormkolf wordt rond het gewricht bevestigd met behulp van een vormhendelklem. Dit waspatroon bevindt zich in het midden van de kolf.
- Nu wordt het vormzand rond het waspatroon geramd om een mal te maken waarin het gesmolten metaal zal gieten. Deze mal omvat alle benodigde onderdelen zoals loper, stijgbuis, gietbassin, poortsysteem, opening voor was patroon enz. hetzelfde als bij gieten.
- Deze mal wordt nu verwarmd om het waspatroon te verwijderen. De was is
gesmolten en loopt weg uit de waspatroonuitgang die is voorbereid aan de onderkant van de zandvorm. - Nu wordt het thermietmengsel in de refterkroes gebracht. Het ontbrandingspoeder wordt over het mengsel geplaatst. Dit mengsel wordt ontstoken door een magnesiumlint.
- Dit zal de thermietreactie starten waarbij een enorme hoeveelheid warmte vrijkomt. Deze reactie vormt gesmolten ijzer dat van smeltkroes naar zandvorm stroomt.
- Dit gesmolten metaal vult de lasholte en versmelt het moedermetaal om een permanente verbinding te maken. Dit zal het mogelijk maken om af te koelen. Na de juiste afkoeling wordt de kolf van de verbinding verwijderd.
- Na het verwijderen van de kolf wordt machinaal bewerkt om de lasbraam of ander extra metaal te verwijderen.
Deze werking kan gemakkelijk worden begrepen door de volgende video.
Toepassing:
- Het wordt meestal gebruikt om spoorwegen op de bouwplaats te lassen.
- Het werd gebruikt om dikke platen te lassen voordat elektroslaglassen werden geïntroduceerd .
- Ze worden gebruikt om zware gietstukken te repareren.
- Het wordt gebruikt om kabelconnectoren van koper te lassen.
- Het wordt gebruikt om structuurvoegen in grote schepen enz. te maken.
- Het wordt gebruikt om pijpen, dikke platen enz. te verbinden waar geen stroomvoorziening beschikbaar is.
Voor- en nadelen:
Voordelen:
- Het is een eenvoudig en gemakkelijk proces.
- Lage installatiekosten.
- De metaalverbindingssnelheid is hoog.
- Thermietlassen kan worden gedaan op plaatsen waar gieten onmogelijk is.
- Dit kan worden gebruikt als er geen stroomvoorziening beschikbaar is.
Nadelen:
- Het wordt gebruikt voor beperkte metalen zoals ijzer en koper.
- Het is oneconomisch om lichte onderdelen te lassen.
- Hangt sterk af van de omgevingscondities, zoals vochtinsluiting, uitlijning van het werkstuk, enz.
Dit gaat allemaal over thermiet lasprincipe, werking, apparatuur, toepassing, voor- en nadelen. Als je dit artikel leuk vindt, vergeet dan niet om het op sociale netwerken te delen. Schrijf u in op onze website voor meer interessante artikelen. Bedankt voor het lezen.
Beeldbron: https://www.slideshare.net/nageshkhandre/thermit-welding-nmk
Plasmabooglassen:principe, werking, apparatuur, typen, toepassing, voor- en nadelen
Solid State-lasproces:principe, typen, toepassing, voor- en nadelen
Productieproces
- Waterstraal- en schurende waterstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektronenstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Laserstraalbewerking ::Principe, Werking, Apparatuur, Toepassing, Voor- en Nadelen
- Schuurstraalbewerking:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon verspanen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Ultrasoon lassen:principe, werking, uitrusting, toepassing, voor- en nadelen
- Elektrochemische bewerking:principe, bewerking, uitrusting, toepassing, voor- en nadelen
- Elektroslaklassen:principe, werking, toepassing, voor- en nadelen
- Plasmabooglassen:principe, werking, apparatuur, typen, toepassing, voor- en nadelen
- Solid State-lasproces:principe, typen, toepassing, voor- en nadelen
- Werkingsprincipes, voor- en nadelen van MIG-lassen